Heet opgerolde snijlijnis een belangrijke productieapparatuur die veel wordt gebruikt in de metaalverwerkingsindustrie. De hoofdfunctie is om een bredere heet gerolde metalen spoel in meerdere strips van de vereiste breedte langs de lengterichting te snijden. Deze strips worden meestal gebruikt in daaropvolgende rollende, blanco, koude buig- en stempels en worden de basismaterialen voor verschillende industriële producten. Dit artikel introduceert de workflow, technische parameters, gemeenschappelijke bedrijfsproblemen en oplossingen van de warm opgerolde slitting machine in detail. Als u meer parameters of video -informatie moet verkrijgen, welkom dan om Kingreal Steel Slitter te raadplegen!

Hotgerolde borden zijn stalen platen of strips die na het verwarming worden gerold. De belangrijkste voordelen zijn onder meer:
Hoge taaiheid: warmrolplaten worden verwerkt bij hoge temperaturen, die enige interne stress kunnen elimineren en de taaiheid van het materiaal kunnen verbeteren.
Kosteneffectiviteit: vergeleken met koude opgerolde platen hebben warmgewalste platen lagere productiekosten en zijn ze geschikt voor grootschalige productie.
Hoge productie -efficiëntie: Hot Rolled Slitting -machines kunnen grote en efficiënt grote spoelen in de vereiste breedte snijden om zich aan te passen aan veranderingen in de marktvraag.
Vanwege deze kenmerken zijn hotgerolde platen veel gebruikt in bouwstructuren, zware machineproductie en andere velden.
|
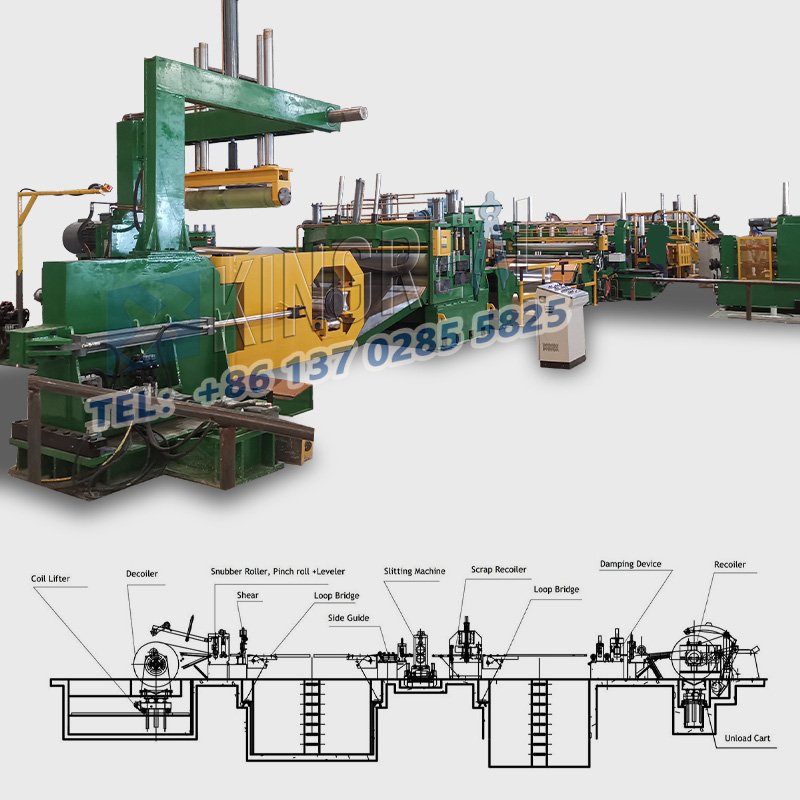
Laden voorHeet opgerolde snijlijn: De operator voedt de heet opgerolde spiraal in de vervorming van de decoiler. Ontwikkeld voor hot rolled Slitting Machine: de Decoiler wekt de hoofdspoel af en voedt het staal in de slitterkop. Snijd voor het geslingerde snijlijn: bij de snitkop wordt het staal in meerdere smalle strips gesneden door een roterend mes. Inspectie voor hot rolled Slitting Machine: de operator inspecteert elke streng om ervoor te zorgen dat de specificatiebreedte en randconditie voldoen aan de vereisten. Stressverlichting voor hot rolled Slitting Line: de strengen gaan door ringvormige putten om de spanning van het materiaal na het snijden te elimineren en ervoor te zorgen dat zonder buiging wordt terugspoelen. Bundling en verpakking: Bundel en verpakking elke streng volgens de eisen van de klant. |
 |
Model
Model 1
Model 2
Model 3
Model 4
Originele spoel
Warm gerolde bord
Warm gerolde bord
Warm gerolde bord
Warm gerolde bord
Materiële dikte
0,8 mm-6.0 mm
0,8 mm-6,0 mm
2,0 mm-12 mmm
3,0 mm-16,0 mm
Materiële breedte
1600 mm (max)
1800 mm (max)
2000 mm (max)
2200 mm (max)
Spoelgewicht
30ton (max)
30ton (max)
30ton (max)
30ton (max)
Breedte nauwkeurigheid
± 0,15 mm
± 0,15 mm
± 0,2 mm
± 0,3 mm
Eenheidssnelheid
120 m/min (max)
120 m/min (max)
80m/min (max)
60m/min (max)
|
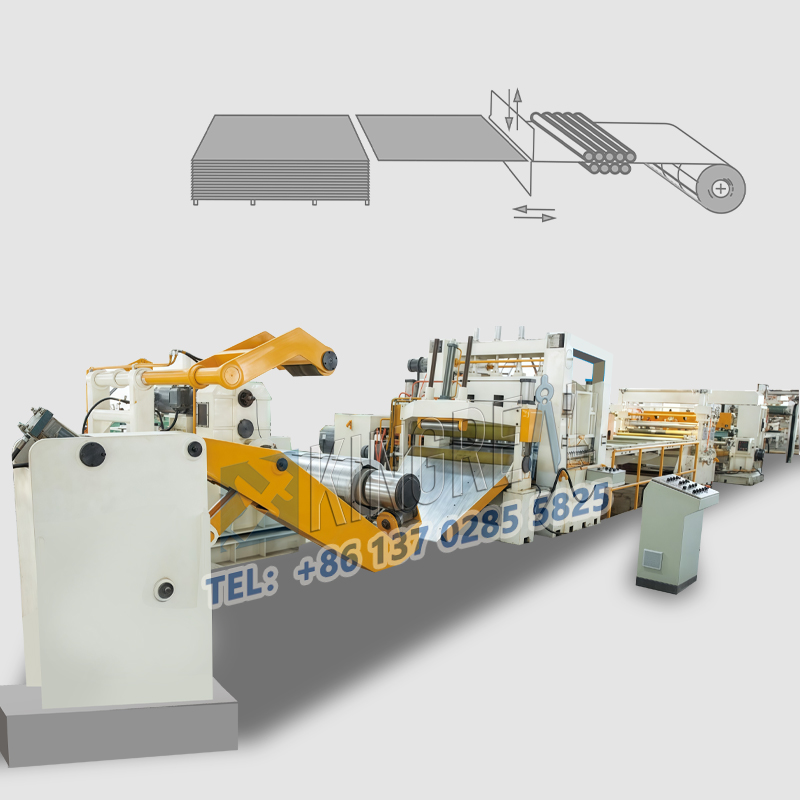
① Heet opgerolde slitting machine met een hoog efficiënte spleetcapaciteit Een opmerkelijk kenmerk vanHeet opgerolde snijmachineis dat het tegelijkertijd tot 40 smalle strips kan snijden. Deze functie voldoet enorm aan de behoeften van klanten voor grootschalige productie. Met de versnelling van de industrialisatie groeit de marktvraag naar metaalstrips, vooral in industrieën zoals bouw, autofabricage en huishoudelijke apparaten. De hoge snijcapaciteit van hot rolled slitting -lijn stelt fabrikanten in staat om in korte tijd een groot aantal gekwalificeerde producten te bieden, waardoor de productie -efficiëntie wordt verbeterd en de kosten van eenheid verlagen. |
 |
|
② ②FULY geautomatiseerde hot opgerolde slitting machine De warm opgerolde slitting-lijn neemt een volledig geautomatiseerd ontwerp aan en is uitgerust met een geavanceerd besturingssysteem om een hoge snelheid te bereiken. De maximale productiesnelheid kan 120 m/min bereiken, wat betekent dat meer materialen per tijdseenheid kunnen worden verwerkt, waardoor de productie -efficiëntie verder kan worden verbeterd. Het volledig geautomatiseerde ontwerp vermindert niet alleen de behoefte aan handmatige interventie, maar vermindert ook de mogelijkheid van menselijke bedrijfsfouten en verbetert de productconsistentie en kwaliteit van de product. Het geautomatiseerde besturingssysteem van de Hot Rolled Slitting Line kan het productieproces in realtime volgen en parameters in tijd aanpassen om aan de behoeften van verschillende materialen en diktes te voldoen. |
 |
|
③ aangepaste Heet opgerolde snijmachine Om beter te voldoen aan de behoeften van klanten, biedt Kingreal Steel SlitterS Aangepaste Hot Rolled Slitting Line Solutions. Volgens de tekeningen van klanten en de werkelijke productiebehoeften, kan Kingreal Steel Slitter verschillende oplossingen voor de productie van hot rolled machinaal ontwerpen om de efficiëntie en gladheid van het productieproces voor klanten te waarborgen. Kingreal Steel Slitter Hot Rolled Slitting Machines zijn verdeeld in drie hoofdtypen om zich aan te passen aan spoelen van verschillende diktes: Lichtmeter snijmachine: gespecialiseerd in verwerkingsspoelen met een dikte van 0,2 mm tot 3 mm. Gemiddelde machinebestrijdingsmachine: geschikt voor spoelen met een dikte van 3 mm tot 6 mm. Snijd -machine met zware gauge: in staat om spoelen te verwerken met een dikte van 6 mm tot 16 mm. |
 |
DeHeet opgerolde snijlijnkan laterale buiging produceren tijdens het spleetproces. Het kan worden veroorzaakt door de volgende redenen:
1. Buiging van grondstoffen:
De spanning van de stalen plaat wordt niet volledig geëlimineerd tijdens het rolproces. Na longitudinale afschuiving wordt de spanning vrijgegeven en is de plaat gebogen. Wanneer de spanning in het midden van de plaat aan beide kanten wordt vrijgegeven, buigt de plaat naar buiten; Wanneer de spanning aan beide zijden van de plaat in het midden wordt vrijgegeven, buigt de plaat naar het midden.
2. Buigen vanwege bramen:
De bramen zijn groter vanwege onjuiste aanpassing van de messpleet tijdens longitudinale afschuiving. Tijdens het rollen zijn de bramen aan de rand gelijk aan een grotere plaatdikte, waardoor de rand zich uitstrekt en buigt.
3. Buigen vanwege ongelijke openingen tussen de bovenste en onderste messen:
Wanneer de linker- en rechteropeningen groter zijn, is de inspringing van het afschuifgedeelte ook groter en heeft de zijkant met een kleinere opening dan de linker- en rechteropeningen een groter stuk, dus het buigt.
4. Buiging veroorzaakt door ongelijke spanning:
Tijdens het rollen moet dezelfde spanning worden toegepast op de gehele breedte van de stalen plaat. Als de spanning aan één kant is geconcentreerd, zal buiging plaatsvinden.
5. Buiging veroorzaakt door de snelle beweging van het afwijkingscorrectieapparaat:
Tijdens de verwerking, als de snelheid van de afwijkingscorrectie te snel is, wordt de zijde in contact met de afwijkingscorrectie gedeeltelijk uitgebreid en gebogen.
Als het bladmateriaal wordt gebogen na het verslaan van de longitudinale, heeft dit de kwaliteit van het coiling van het blad ernstig, dus moet het worden geëlimineerd. Aandacht moet worden besteed aan de redenen zoals het rollen van vellen, aanpassing van de apparatuur en bedieningsmethode.