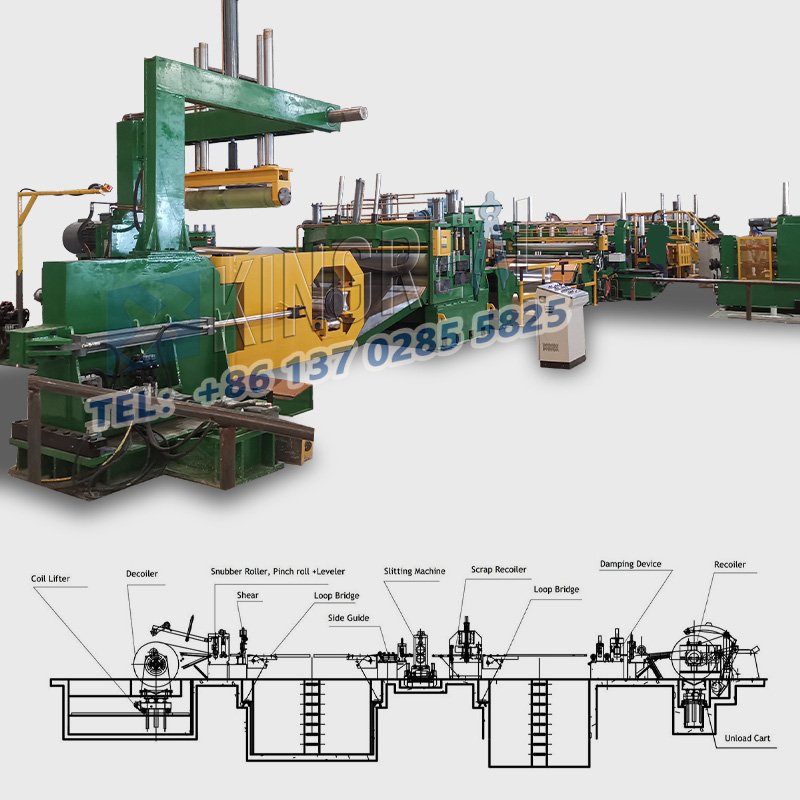
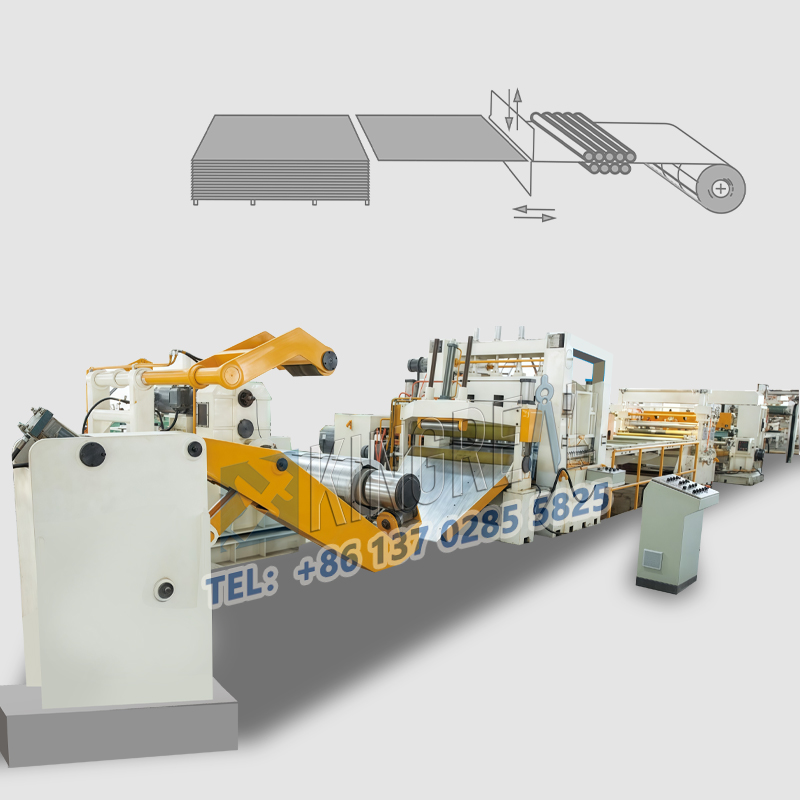
(I) Kalibratie vanzware meter gesneden tot lengte lijn's kerncomponenten
Feedrolprecisie:
Controleer regelmatig de parallellisme van het roloppervlak, de fout moet worden geregeld binnen ≤0,05 mm/m en een voelermeter gebruiken om de opening tussen het roloppervlak en het plaatoppervlak te meten. Als de slijtage groter is dan 0,1 mm, moet deze worden gemalen of vervangen; Gebruik een laserinterferometer om de servomotorcoder te kalibreren en de voedingspositioneringsnauwkeurigheid moet ≤+0,1 mm zijn tijdens het snijden van hoge snelheid.
Scissor -meskalibratie:
De parallellisme van de bovenste en onderste messen moet worden gehandhaafd op 0,02-0,05 mm, die kan worden gedetecteerd door voelermeter en kiezerindicator: de opening tussen de messen wordt aangepast volgens de dikte van de plaat, bijvoorbeeld de opening tussen dunne platen (≤2mm) is 0,01-03 mm en de gap-platen (2-6mm) is 0,03-0
De verticaliteitsfout van het mes is ≤0,03 mm/100 mm. Als het de tolerantie overschrijdt, moet de verticaliteit van de gereedschapshouder worden aangepast door de shim.
(Ii) Dagelijks onderhoud van zwaar gesneden op lengte machine
Smeersysteem voor zwaar gesneden in de lengte lijn: controleer elke week het versnellingsbakolieniveau, regelt de olietemperatuur van het golfdruksysteem op 40-60 ℃ en breng elke dag een speciale snijvloeistof aan met een viscositeit van 32-46CST op de geleidrail.
Elektrisch systeem voor zwaar gesneden machine voor de lengte: veeg de encoder, roosterliniaal en andere sensoren elk kwartaal af door alcohol en vervang de motorborstel van de motor wanneer deze meer dan 1/3 wordt gedragen; Bevestige onderdelen: controleer regelmatig opnieuw de TOrque van de gereedschapshouder en voedingsmechanisme bouten, bijvoorbeeld, het koppel van de M12-bout moet worden gehandhaafd op 80-100n · m.

(I) Bijpassende snijsnelheid en voedingssnelheid
Snelheden van platen van verschillende materialen en diktes moeten dienovereenkomstig worden aangepast: koude stalen platen (0,5-3 mm) snijsnelheid 30-80 m/min, voedingssnelheid 25-70 m/min, het koelsysteem moet worden ingeschakeld tijdens high-speed snijden; roestvrijstalen platen (1-5 mm) snijsnelheid 15-40 m/min, voedingssnelheid 10-35 m/min en het mes moet worden bekleed met tincoating; Aluminium legeringsplaten (0,8-4 mm) snijsnelheid 40-100m/min, voedingssnelheid 35-90 m/min, spuitsnijvloeistofmering wordt gebruikt.
(Ii) Bladehoek en drukkrachtinstelling Bladehoek: afschuifhoek (boven- en onderste meshoek) wordt aangepast volgens de kenmerken van de plaat, 5-8 "voor dunne platen, 8-12", 8-12 "voor middelgrote en dikke platen, 12-15" voor harde materialen zoals High String Steel; Back Ingene (Blade Back-gezichtsinformatie) In het algemeen ingesteld op 3-5, en de angle moet consistent worden gehouden. Aangepast volgens de dikte van de plaat, 2-3kn voor 1 mm plaat, 2-3kn voor 3 mm plaat 5-7kn, real-time bewaking door druksensor, kan onvoldoende druk gemakkelijk plaatworming veroorzaken.

(I) Acceptatienormen voor spoelen/borden
Flatness: stalen plaatzijde buigt ≤1 mm/m, golvendheid ≤3 mm/2m, uit de tolerantie moet worden geëgaliseerd voordat het wordt gesneden:
Hardheidafwijking: hardheidsverschil van platen in dezelfde batch ≤15HB, willekeurige inspectie met Rockwell Hardness Tester, ongelijke hardheid zal leiden tot inconsistente messlijtage.
(Ii) blanco voorbehandeling
Oppervlaktereiniging: verwijder olievlekken en oxideschaal (kan worden weggevaagd met aceton of mechanisch gepolijst), resterende onzuiverheden zullen de slijtage van de mes verergeren; Spoelafwikkelingspanning: pas volgens de dikte, 0,5 mm plaatspanning 50-80N/mm, 2 mm plaat 150-200N/mm, onvoldoende spanning kan gemakkelijk voedingsslippen veroorzaken.

(I) Pre-job trainingspunten voorzware meter gesneden tot lengte lijn
Parameterinstelling Praktijk: leer de "speed-gap-druk" overeenkomende regels van verschillende materialen te begrijpen, bijvoorbeeld bij het snijden van 3 mm roestvrij staal, de messpaar van 0,05 mm, dringende kracht 6kn; Leer automatische toolinstellingssystemen te gebruiken, zoals instrumenten met lasergereedschappen, toolinstelling Nauwkeurigheid ≤0,02 mm.
Abnormaal beoordelingsmogelijkheden voor zwaar gesneden machine: stop de zware meter gesneden tot lengte lijn onmiddellijk om de mesrand te controleren bij het horen van abnormale ruis zoals mesbotsing; Wanneer de braam op het gesneden oppervlak meer dan 0,1 mm overschrijdt, beoordeel dan of het messlijtage is of een te grote opening.
(ii) Standaardisatie van het werkproces voor zwaar gesneden op lengte machine
Start-up voorverwarming: loop leeg gedurende 10-15 minuten om de temperatuurschommelingen van hetzelfde servicesysteem ≤2 ℃ ≤ en de thermische stabiliteit te bereiken;
Eerste stuk drie inspecties: gebruik na het knippen van het eerste stuk een Vernier -remklauw met een nauwkeurigheid van 0,02 mm om de grootte te meten, een meetklokindicator om vlakheid te detecteren en visueel bramen te controleren.

(i) Online detectiemiddelen voorzware meter gesneden tot lengte lijn
Foto -elektrische sensor bewaakt de voedingslengte in realtime en alarmeert automatisch wanneer de afwijking groter is dan ± 0,3 mm: infraroodthermometer bewaakt de messtemperatuur en begint waterkoeling of luchtkoeling geforceerd koeling wanneer deze groter is dan 120 ℃ c.
(ii) Offline bemonsteringsstandaard voor zwaar gesneden op lengte machine
Lengtegrootte: Toegestane fout Wanneer ≤1000 mm ± 0,5 mm, gebruikt u een Vernier -remklauw om willekeurig 1 stuk te controleren op elke 50 stuks; Diagonale afwijking: 1000 mmx1000 mm plaat toegestaan afwijking ≤1 mm, gebruik een stalen meetlint met een vierkante liniaal om willekeurig 5% van elke batch te controleren: braamhoogte: dunne plaat ≤0,05 mm, gebruik een microscoop (vergroting 50 keer) om de eerste en laatste stukken van elke ploeg te controleren van elke shift: snijoppervlak vóór de vóór de vóór de vóór uren.
(Iii) Oplossingen voor veelvoorkomende kwaliteitsproblemen voor zware sneden tot lengte lijn
Grootte uit de tolerantie: als de voederrol glijdt, past u de spanning aan of vervangt u de versleten rol; Als de servomotor encoder faalt, gebruikt u een oscilloscoop om het pulssignaal te detecteren en de beschadigde onderdelen te vervangen.
Snijkoppervlakbraam overschrijdt de standaard: wanneer de mes-randradius> 0,03 mm is, moet deze worden weergesloten tot ≤0,01 mm; Pas de meskloof opnieuw aan op de standaardwaarde.

Workshop temperatuur en vochtigheid: temperatuur wordt geregeld op 15-30 ℃, vochtigheid ≤60% RV, vermijd roesten van de plaat als gevolg van vochtige omgeving;
Anti-seismische maatregelen: het gieten van beton met een dikte van ≥300 mm voor de fundering van de apparatuur, weg van trillingsbronnen zoals punch-persen (trillingsversnelling ≤0,5 g); Veiligheidsvergrendeling: responstijd van noodstopknop ≤0,5 seconden, dezware meter gesneden op lengte machineZet automatisch weg wanneer de bescherming is ingeschakeld.