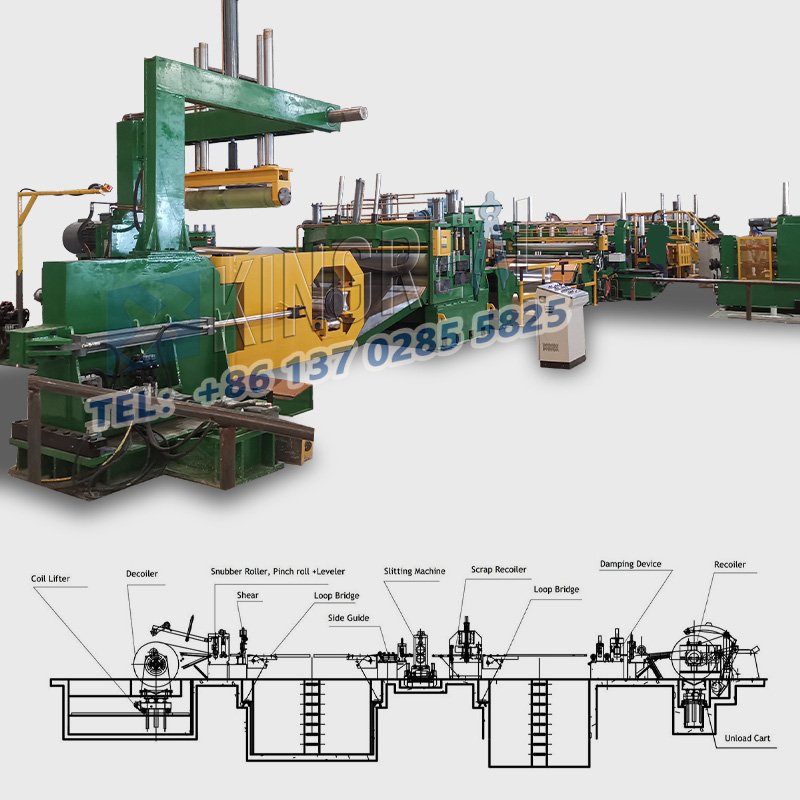
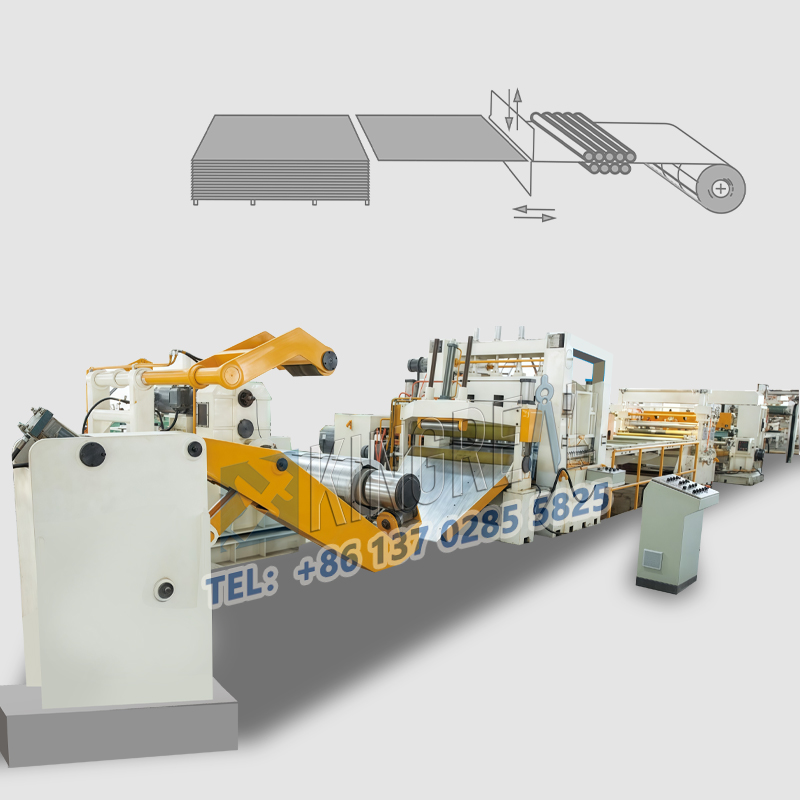
Roestvrij staal gesneden op lengteleidingenworden op grote schaal gebruikt in de metaalbewerkingsindustrie voor precisieschaar van verschillende metalen spoelen, waaronder staal, roestvrij staal, aluminium, ijzer, koudgerolde, warm gerolde en PPGI.
Ondanks hun uitstekende prestaties in de productie, kunnen roestvrijstalen snit tot lengte -machines nog steeds ervaren van het snijden van afwijking tijdens de werking.
Dit artikel zal zich verdiepen in het oplossen van het oplossen van snijafwijking in roestvrijstalen snit tot lengte lijnen vanuit drie perspectieven: mechanische structuur, besturingsprogramma en parameters, en materiaal- en procescompatibiliteit.

(1) Drive Component Wear
Inroestvrijstalen gesneden op lengte machines, slijtage van aandrijfcomponenten is een veel voorkomende oorzaak van het snijden van afwijking.
Gears, tandwielen en andere aandrijfcomponenten die lange tijd in werking zijn, kunnen verslijten, wat resulteert in verminderde voedingsnauwkeurigheid en bijgevolg beïnvloedde het snijden van afmetingen.
Symptomen van roestvrijstalen gesneden tot lengte lijnfalen: bijvoorbeeld in een fabriek in de auto -onderdelen, de aandrijfwielen van een roestvrijstalen snit tot lengte machine ervaren 30% slijtage. Bij het continu snijden van 5 mm dikke stalen platen bereikte de dimensionale fluctuatie 0,3 mm, waardoor het acceptabele ± 0,2 mm bereik overschreed.
Oplossing: om dit probleem aan te pakken, wordt de regelmatige inspectie van aandrijfcomponenten aanbevolen. Als tandwielslijtage meer dan 15% of kettingverlenging groter is dan 2%, moeten deze onmiddellijk worden vervangen.
Tegelijkertijd moet de transmissieverhouding worden gekalibreerd om de nauwkeurigheid van de mechanische transmissie te herstellen. Deze maat kan de snijstabiliteit en nauwkeurigheid aanzienlijk verbeteren.
(2) Toolholder-Guide Rail-klaring
Verhoogde klaring tussen de gereedschaphouder en geleiderrail is ook een belangrijke factor die bijdraagt aan het verminderen van de afwijking. In de loop van de tijd draagt de gereedschapshandleidingstoorrails als gevolg van langdurige heen en weer bewegende beweging, en deze klaring kan toenemen, waardoor de stabiliteit van de gereedschapshouders wordt beïnvloed.
Symptomen van roestvrijstalen gesneden tot lengte lijnfalen: onder normale omstandigheden moet de klaring tussen de gereedschapshouder en de geleidrail minder dan 0,05 mm zijn. Overmatige klaring kan ertoe leiden dat de gereedschaphouder tijdens het snijden wiebelt, wat resulteert in schommelingen in de mate van snijplaten.
Oplossing: gebruik een voelermaat om de klaring te controleren. Als het de standaardwaarde overschrijdt, past u de geleidingsrail in of vervangt u de beschadigde geleiderrailschuif. Een hardwarefabriek verminderde het snijafwijking van 0,25 mm tot 0,08 mm na deze aanpassing, wat de effectiviteit van deze aanpassing aantoont.
(1) Logica -fouten van het programma
Inroestvrijstalen gesneden op lengte machineBewerkingen, PLC -programma -logische fouten zijn ook een veel voorkomende oorzaak van het afsnijden van afwijking. Disordelijke timing van de voedings- en snijinstructies in het programma kan het snijden activeren voordat het materiaal volledig wordt gevoed, wat resulteert in ondermijning.
Manifestaties van roestvrijstalen gesneden tot lengte lijnfalen: in sommige gevallen begint het snijden bijvoorbeeld voordat het materiaal volledig wordt gevoed, wat direct invloed heeft op de snijnauwkeurigheid.
Oplossing: het wordt aanbevolen om programma-diagnostiek te gebruiken om de I/O-puntstatus te controleren en de logica "Feed-Detect-Cut" te reorganiseren. Voeg bovendien instructies voor vertragingverificatie toe om de nauwkeurigheid van de actiescène te waarborgen. Deze optimalisatie zal de bedrijfsstabiliteit van de roestvrijstalen snit tot lengte -machine aanzienlijk verbeteren.
(2) Onnauwkeurige parameterinstellingen
Onnauwkeurige parameterinstellingen zijn ook een significante factor die de snijnauwkeurigheid van roestvrijstalen snit tot lengtelijnen beïnvloedt. Onjuiste parameters van de voedingslengte of niet -overeenkomende snij- en voedingssnelheden kunnen leiden tot cumulatieve afwijkingen.
Symptomen van roestvrijstalen gesneden tot lengtemachinefout: bijvoorbeeld als de voedingslengte is ingesteld op 100 mm maar de werkelijke voedingslengte 99,5 mm is, zal de langdurige werking leiden tot een significante dimensionale afwijking.
Oplossing: herkalibreer het aantal invoerpuls (het aantal pulsen per millimeter) en pas de snijsnelheid aan op basis van de dikte en materiaal van de plaat. Voor dikke platen wordt aanbevolen om de snijsnelheid niet meer dan 30 keer/minuut op te zetten, terwijl deze voor dunne platen 60 keer/minuut kan bereiken.
Na het corrigeren van de parameters bereikte een roestvrijstalen verwerkingsfabriek een cumulatieve afwijking van minder dan 0,1 mm voor een plaat van 10 meter lange plaat, wat het belang van parametercorrectie aantoont.
(1) ongelijke plaatspanning
Bij het snijden van roestvrijstalen platen kan ongelijke spanning na het snijden overloop veroorzaken, wat de uiteindelijke dimensionale stabiliteit beïnvloedt.
Symptomen van roestvrijstalen gesneden tot lengte lijnfalen: bijvoorbeeld de overloopsnelheid van koudgerolde plaat kan zo hoog zijn als 1-2%, wat na het snijden dimensionale krimp kan veroorzaken.
Oplossing: het wordt aanbevolen om stressverlichting uit te voeren op het plaatwerk, zoals nivellering of veroudering, of om de weergave in het programma te compenseren (een compensatiewaarde van 0,1-0,3 mm instellen, afhankelijk van het materiaal). Na compensatie bereikte een koudgerolde plaatmolen een snijafdimensie-afwijking van ≤0,1 mm, waardoor de nauwkeurigheid werd gezorgd.
(2) Voersspanning fluctuatie
Voerspanningstabiliteit heeft direct invloed op de nauwkeurigheid van het snijden. Als de spanning van de voederrol onstabiel is, kan het plaatmetaal glijden of kreuken tijdens het voeden, wat resulteert in ongecontroleerde snijafmetingen.
Symptomen van roestvrijstalen gesneden tot lengte lijnfalen: falen van spanningsregeling kan leiden tot ongelijke voeding, wat op zijn beurt de snijkwaliteit beïnvloedt.
Oplossing: het wordt aanbevolen om het spanningscontrolesysteem te inspecteren. Pneumatische spanners vereisen afdichtingsvervanging, terwijl hydraulische spanners de kalibratie van de druksensor vereisen. Na aanpassingen verminderde een stalen stripmolen de spanningsschommeling van ± 5% tot ± 1%, waardoor de snijnauwkeurigheid effectief werd verbeterd.
 |
 |
 |
Bij de werking vanroestvrijstalen gesneden op lengte machines, Snijdenafwijking wordt vaak veroorzaakt door een combinatie van factoren. Een uitgebreid onderzoek gericht op mechanische structuur, besturingsprogramma's en parameters, en materiaal- en procescompatibiliteit kan problemen effectief identificeren en gerichte reparaties implementeren.
Door regelmatig transmissiecomponenten te onderhouden, de programmalogica te optimaliseren, parameters nauwkeurig aan te passen en aan materiële kenmerken aan te passen, kunnen fabrikanten de snijafwijkingen minimaliseren en voldoen aan de stringente snijprecisievereisten van industrieën zoals auto -onderdelen en hardware.
Alleen door elk aspect van een roestvrijstalen snit tot lengtelijn continu te verbeteren, kan men overwinnen op de fel concurrerende markt.
We hopen dat de analyse en suggesties in dit artikel effectieve strategieën voor probleemoplossing en oplossingen voor gerelateerde industrieën zullen bieden.