Nauwkeurigheid van apparatuur speelt een cruciale rol in het productieproces vanplaatwerk op lengte gesneden machines.
Dit artikel gaat in op verschillende aspecten van op lengte gesneden plaatwerk, waaronder de nauwkeurigheid van de mechanische structuur, de nauwkeurigheid van het elektrische regelsysteem, de kwaliteit en het onderhoud van het gereedschap, de behandeling en positionering van plaatmateriaal en de optimalisatie van procesparameters, waardoor de geheimen van de machinekwaliteit op lengte worden onthuld.

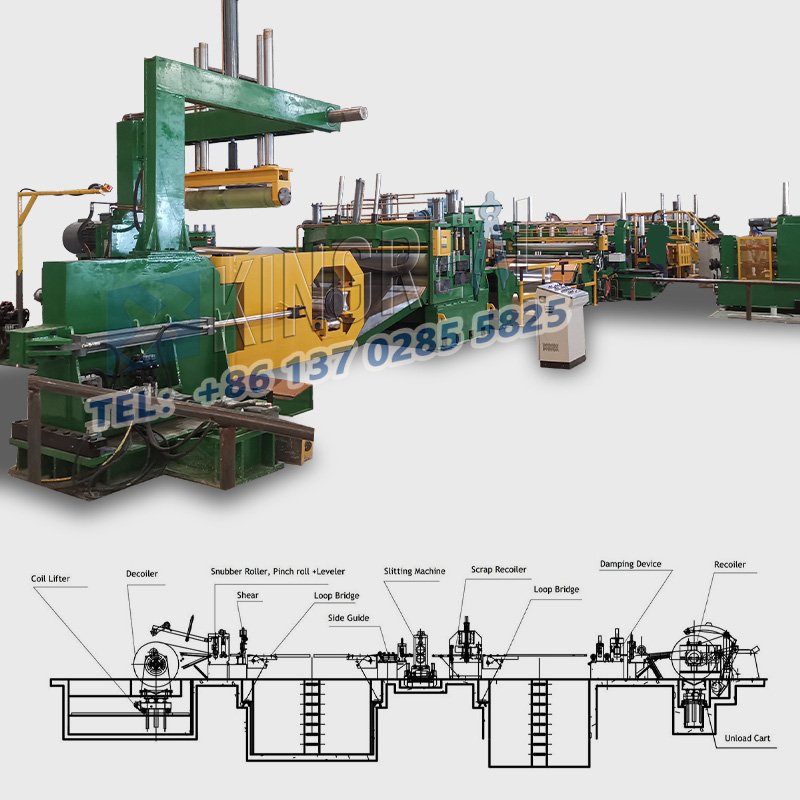
(1) Nauwkeurigheid van de mechanische structuur voor op lengte gesneden plaatwerk
De mechanische structuur van eenplaatwerk op lengte gesnedenis de basis ervan, en de productienauwkeurigheid van elk onderdeel heeft een aanzienlijke invloed op de algehele prestaties.
Als de rechtheid van de geleidingsrails bijvoorbeeld tijdens de bewerking aanzienlijk afwijkt, zal het plaatmateriaal tijdens het transport verschuiven, waardoor onnauwkeurige snijmaten ontstaan.
Een nauwkeurig positioneringsapparaat zorgt ervoor dat de plaat correct wordt gepositioneerd voordat deze wordt afgeknipt. De nauwkeurigheid van het positioneringsapparaat moet worden aangepast aan de vereisten voor verwerkingsprecisie van het vel, waarbij doorgaans ± 0,1 mm tot ± 0,5 mm wordt bereikt.
Voor de dunne koperfolie die nodig is voor elektronische componenten met hoge precisie, zijn de eisen voor de rechtheid van de geleiderail en de nauwkeurigheid van de spoed van de spindel bijvoorbeeld extreem hoog. Elke kleine afwijking kan leiden tot ongekwalificeerde afmetingen van de koperfolie, waardoor de prestaties van de elektronische componenten worden beïnvloed.
(2) Nauwkeurigheid van het elektrische regelsysteem voor op lengte gesneden plaatwerk
Het elektrische regelsysteem van een op lengte gesneden plaatmetaal regelt de bedrijfsparameters van de apparatuur. De nauwkeurigheid ervan heeft rechtstreeks invloed op de gereedschapsaanvoersnelheid en snijpositie.
Nauwkeurige servomotorregeling is erg belangrijk tijdens de verwerking van auto-onderdelen, vooral bij staalplaten met hoge sterkte. Het garandeert de maatconsistentie van de componenten en voldoet aan de assemblagenormen voor auto's door ervoor te zorgen dat elke fout in de afschuiflocatie binnen een zeer smal bereik blijft.
Belangrijk is bovendien de reactiesnelheid van het besturingssysteem. Een snelle en nauwkeurige respons maakt tijdige aanpassingen mogelijk aan de bedrijfsomstandigheden van de op lengte gesneden plaatmetaal, waardoor kwaliteitsproblemen als gevolg van vertragingen worden vermeden.
(1) Selectie van gereedschapsmateriaal voor op lengte gesneden plaatmetaal
Inplaatwerk op lengtelijnen gesnedenmoet de materiaalkeuze van het gereedschap gebaseerd zijn op de kenmerken van de plaat die wordt verwerkt.
Gereedschappen van snelstaal zijn geschikt voor gewone platen van zacht staal, omdat ze uitstekende snijprestaties en een betaalbare prijs bieden. Maar hardmetalen gereedschappen zijn nodig om hardere platen te bewerken, zoals roestvrij staal en gelegeerd staal.
Hun grote hardheid en slijtvastheid verlengen de standtijd aanzienlijk en garanderen de snijkwaliteit.
Het verwerken van platen van titaniumlegeringen in de lucht- en ruimtevaartsector vereist nog strenger gereedschapsmateriaal, waardoor het gebruik van specifieke ultraharde gereedschapsmaterialen noodzakelijk is om de hoge sterkte en taaiheid van de legering te weerstaan.
(2) Gereedschapsrandvoorbereiding voor op lengte gesneden plaatmetaal
De kwaliteit van het geschoren oppervlak wordt sterk beïnvloed door de scherpe en ruige rand van het gereedschap. Scherpe en gladde randen van fijngeslepen snijgereedschappen helpen bramen en scheuren te minimaliseren bij het knippen van plaatmetaal.
Hoogwaardige snijinstrumenten, bijvoorbeeld bij de verwerking van aluminiumplaat voor architecturale decoratie, garanderen een glad, gelijkmatig afschuifoppervlak, waardoor de noodzaak voor naslijpen afneemt en het uiterlijk van het product en de productie-efficiëntie worden verbeterd.
Bovendien moet de randgeometrie van het snijgereedschap worden aangepast aan de dikte en het materiaal van het plaatmetaal om een uniforme verdeling van de schuifkracht te garanderen en zo spanningsconcentraties te voorkomen die vervorming van het plaatmetaal kunnen veroorzaken.
(3) Onderhoud en vervanging van gereedschap voor op lengte gesneden plaatmetaal
Regelmatig onderhoud en verzorging van het gereedschap, zoals reinigen en oliën, kan roest en verhoogde slijtage effectief voorkomen.
Het monitoren van gereedschapslijtage en het onmiddellijk vervangen van ernstig versleten gereedschap is van cruciaal belang om een continue en stabiele werking van de op lengte gesneden plaatmetaal te garanderen. Over het algemeen moet vervanging van gereedschap worden overwogen wanneer de slijtage van de snijkant een bepaald niveau bereikt (bijvoorbeeld 0,2 mm-0,5 mm, afhankelijk van het gereedschapsmateriaal en het plaatmetaal dat wordt verwerkt).
Voortgezet gebruik van overmatig versleten gereedschappen kan de afschuifkwaliteit van plaatmetaal aanzienlijk verminderen, wat leidt tot maatafwijkingen en verhoogde bramen.
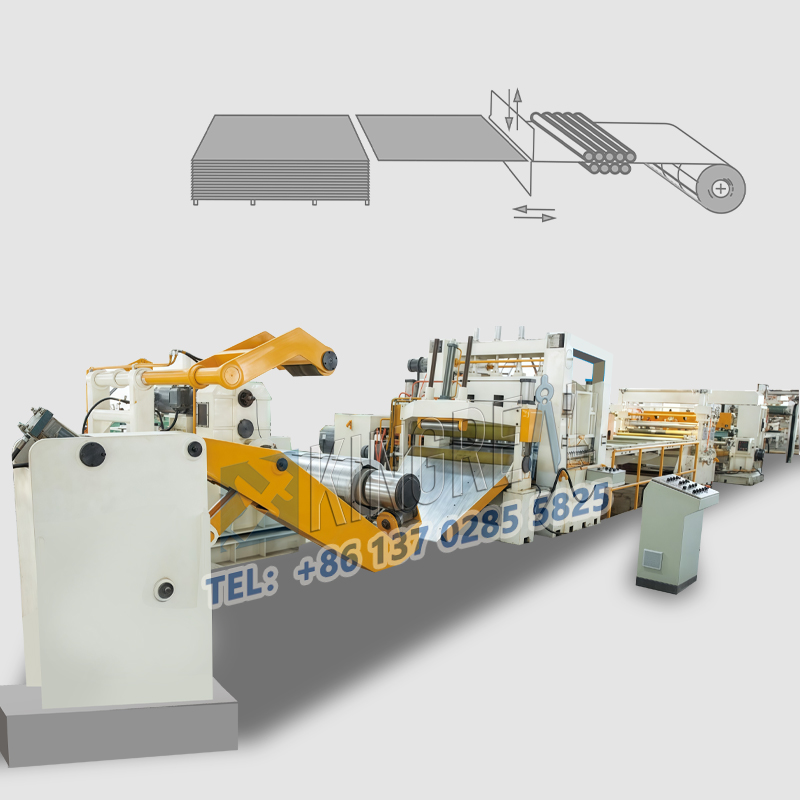
(1) Aanpassing van de schuifsnelheid voor op lengte gesneden plaatwerk
Een stabiel invoersysteem is essentieel voor het garanderen van een uniforme en nauwkeurige invoer van vellen in deplaatwerk op lengte gesneden machine.
De oppervlakteruwheid en rondheid van de invoerrollen kunnen een soepel plaattransport beïnvloeden. De plaat zal tijdens het transport trillen als de invoerrollen ruw of niet rond genoeg zijn, waardoor variaties in de afschuifafmetingen ontstaan.
Bovendien is de stabiliteit van het aandrijfkoppel van de voedingsmotor belangrijk; Variaties in het aandrijfkoppel kunnen onregelmatige voedingssnelheden veroorzaken.
Bij de verwerking van gegalvaniseerde staalplaten voor apparaatbehuizingen is bijvoorbeeld een zeer stabiel invoersysteem nodig om constante afschuifafmetingen te garanderen en zo de montageprecisie te behouden.
(2) Nauwkeurigheid van het positioneringsapparaat voor op lengte gesneden plaatmetaal
Een nauwkeurig positioneringsapparaat zorgt ervoor dat de plaat correct wordt gepositioneerd voordat deze wordt afgeknipt. De nauwkeurigheid van het positioneringsapparaat moet worden aangepast aan de vereisten voor verwerkingsprecisie van het vel, waarbij doorgaans ± 0,1 mm tot ± 0,5 mm wordt bereikt.
Gebruikelijke positioneringsmethoden omvatten mechanische positionering en foto-elektrische positionering. Mechanische positionering biedt een eenvoudiger structuur maar relatief lage nauwkeurigheid, terwijl foto-elektrische positionering een hogere nauwkeurigheid en snellere responssnelheden biedt.
Bij het verwerken van platen voor componenten van precisie-instrumenten worden vaak foto-elektrische positioneringsapparaten gebruikt om op effectieve wijze een nauwkeurige positionering van de platen te garanderen en de productkwaliteit te verbeteren.
(1) Aanpassing van de schuifsnelheid voor op lengte gesneden plaatwerk
De afschuifsnelheid moet worden gekozen in overeenstemming met de dikte en het materiaal van de plaat. Voor dunnere platen kan de afschuifsnelheid worden verhoogd om de uitvoerefficiëntie te verhogen.
Bij dikkere of hardere platen kunnen te hoge afschuifsnelheden de plaat echter doen buigen en de slijtage van het gereedschap vergroten. De afschuifsnelheid kan bijvoorbeeld worden aangepast tot 30-50 slagen per minuut voor het verwerken van gewone staalplaten met een dikte van 1 mm; voor hogesterktestaalplaten met een dikte van 5 mm moet de afschuifsnelheid worden verlaagd tot 10-20 slagen per minuut.
(2) Instelling schuifspleet voor plaatwerk dat op lengte is gesneden
De afschuifspleet verwijst naar de afstand tussen het bovenste en onderste snijgereedschap. De grootte ervan heeft een aanzienlijke invloed op de kwaliteit van het geschoren oppervlak en de levensduur van de snijgereedschappen.
Een te kleine opening zal de slijtage van het gereedschap versnellen en zelfs de gereedschappen beschadigen, terwijl een te grote opening bramen en scheuren op het geschoren oppervlak zal veroorzaken.
Over het algemeen moet de schuifspleet worden ingesteld op 5%-10% van de plaatdikte (de specifieke waarde is afhankelijk van het plaatmateriaal).
Bij het verwerken van platen van aluminiumlegeringen kan vanwege hun zachtheid een kleinere waarde worden gebruikt. Bij het verwerken van harder staal is echter een grotere schuifspleet vereist.