Snijmachines voor metaalworden gebruikt voor de productie van smalle strips die voldoen aan de eisen van de klant, van metalen rollen zoals roestvrij staal, staal, aluminium, koper, warmgewalst, koudgewalst en PPGI door middel van processen zoals afrollen, snijden en terugrollen. Deze metaalsnijlijnen worden veel toegepast op het gebied van metaalbewerking. Als belangrijke schakel in de fijne verwerking van metalen spoelen verbindt de metaalsnijmachine grondstoffen met de productie van eindproducten. Onder hen is de vraag naar metaalsnijlijnen op gebieden als auto-onderdelen, behuizingen van huishoudelijke apparaten en de productie van buizen bijzonder groot.
Daarom kan het begrijpen van metaalsnijlijnen en snijprocessen bedrijven helpen productieprocedures te optimaliseren, materiaalverspilling te verminderen, de productnauwkeurigheid te verbeteren en een basis te leggen voor daaropvolgende efficiënte productie. In dit artikel introduceert KINGREAL STEEL SLITTER de belangrijkste kennis van metaalsnijmachines en snijprocessen aan de hand van vijf tips voor iedereen.

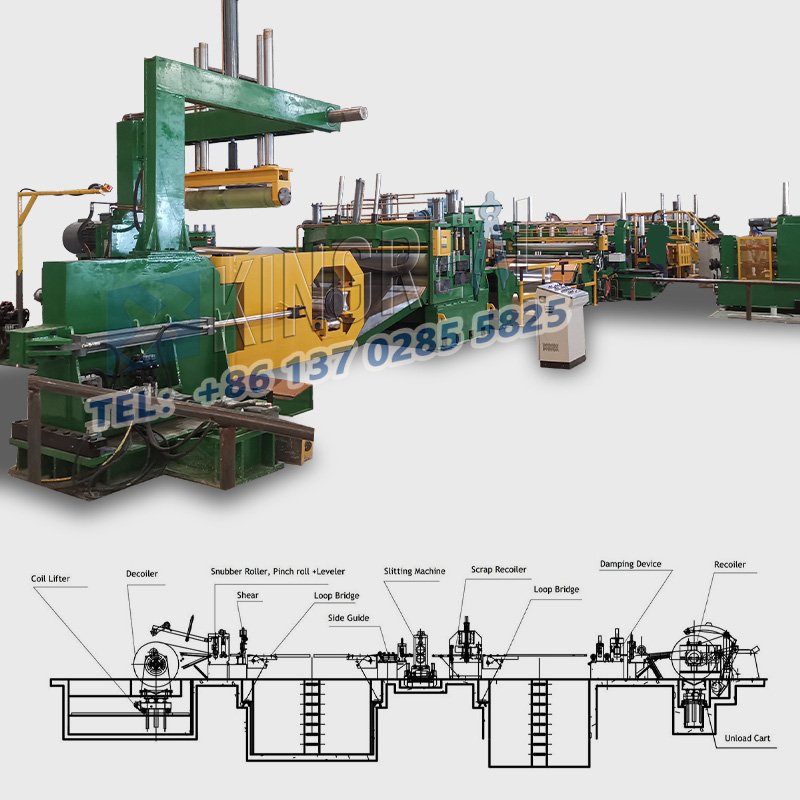
- Afwikkelunit voor metaalsnijlijn
De decoiler wordt gebruikt om metalen spoelen, zoals stalen strips en aluminium strips, stabiel los te maken, waardoor wordt voorkomen dat de spoelen afwijken of een ongelijkmatige spanning krijgen. Over het algemeen omvat de decoiler die is uitgerust met een metaalsnijmachine een spoelsteunas en een spanningscontrolesysteem. Sommige metaalsnijmachines zijn ook uitgerust met een automatisch centreerapparaat om zich aan te passen aan metaalspoelen met verschillende breedtes/diktes.
- Geleidings- en nivelleringseenheid voor metaalsnijlijn
Het uitrusten van demetalen snijlijnmet Guiding & Leveling Unit heeft tot doel het buigen en kreuken van de rol tijdens transport te corrigeren, ervoor te zorgen dat de rol in vlakke toestand de longitudinale snijfase binnengaat en de daaropvolgende snijfouten te verminderen. Bovendien heeft het nivellerende effect rechtstreeks invloed op de vlakheid van de uiteindelijke snijplank, waardoor ruwe snijranden worden vermeden die worden veroorzaakt door oneffenheden van de spoel
- Snijmachine voor metaalsnijlijn
De metaalsnijmachine snijdt brede metalen spoelen in smalle stroken volgens de vooraf ingestelde maat door middel van meerdere sets snijmessen. Onder hen is de aanpassingsnauwkeurigheid van de mesgroepafstand van de metaalsnijmachine gewoonlijk ± 0,1 mm. Het materiaal van de bladen wordt geselecteerd door KINGREAL STEEL SLITTER-ingenieurs op basis van de aard van de verwerkingsmaterialen van de klant, zoals snelstaal, harde legering, compatibel met metalen met verschillende hardheden.
- Wikkelunit voor metaalsnijmachine
De smalle metalen strips worden na het snijden netjes opgerold tot rollen om daaropvolgende opslag, transport of directe toegang tot het volgende verwerkingsproces (zoals stampen, buigen) te vergemakkelijken. De wikkelspanning moet worden afgestemd op de snijsnelheid om te voorkomen dat de strip tijdens het wikkelen uitrekt, vervormt of losraakt, waardoor de strakheid van het afgewerkte rolmateriaal wordt gegarandeerd.
Stap 1: Spoelinspectie en parameterinstelling voor metaalsnijlijn
Mogelijke oorzaken: Onnauwkeurige centrering van de spoel, onvoldoende positioneringsnauwkeurigheid van de gereedschapsgroep en spanningsschommelingen die verplaatsing van de spoel veroorzaken.metalen snijlijn. Voer belangrijke parameters zoals snijbreedte, wikkelsnelheid en spanningswaarde in het apparatuurbesturingssysteem in.
Stap 2: Uitrollen en waterpas maken voor de metaalsnijlijn
Start de decoiler om het spoelmateriaal vrij te geven, lijn het uit via het geleidingsmechanisme en elimineer vervolgens de interne spanning van het spoelmateriaal via de nivelleringsrol om ervoor te zorgen dat het spoelmateriaal soepel het snijproces binnengaat.
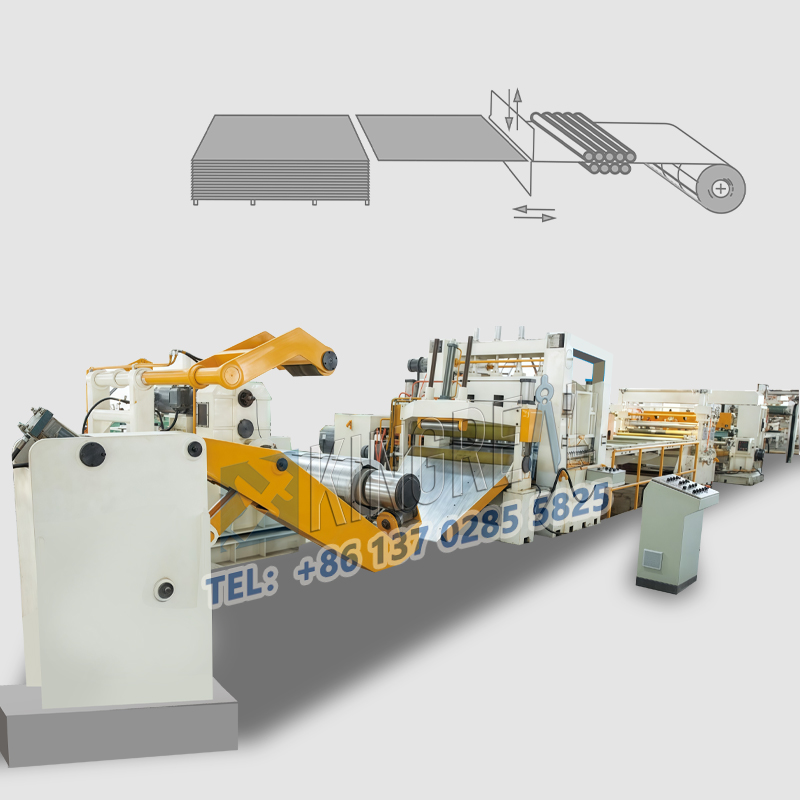
Stap 3: Nauwkeurig snijden voor een metaalsnijmachine
De snijmessengroep voert met vooraf ingestelde intervallen langssnijden op de spoel uit en fixeert tegelijkertijd de spoel via het persmechanisme om verplaatsing van de spoel tijdens het snijden te voorkomen. Bewaak de snijkwaliteit van de snijkant in realtime (zoals geen bramen en geen gekrulde randen) en stem de druk of snelheid van de gereedschapsset nauwkeurig af als de situatie dit vereist.
Stap 4: Terugslag voor metaalsnijmachine
De smalle stroken komen na het snijden de recoiler binnen via de geleidingsrol en worden op rollen gewikkeld volgens de vooraf ingestelde spanning. Sommige modellen zijn uitgerust met automatische snij- en etiketteerfuncties
 |
 |
Volgens de verschillende eisen van klanten heeft KINGREAL STEEL SLITTER verschillende soorten metaalsnijlijnen ontworpen. Het volgende is het productieplan voor de metaalsnijmachine.
Door metaalmateriaal: roestvrijstalen spoel snijmachine, stalen strip snijmachine, silicium stalen spoel snijmachine, aluminium spoel snijmachine....
Op materiaaldikte:lichte snijmachine(0,2-3 mm),middelzware snijmachine(3 mm-6 mm),zware snijmachine(6-16 mm).
Per mate van automatisering:volautomatische metaalsnijmachine, semi-automatische metaalsnijlijn.
Door maatwerk:hoge snelheid metaal snijmachine, dubbele snijkopspoel snijmachine, riemspanning spoel snijmachine.
Probleem 1: Er verschijnen bramen en gekrulde randen tijdens het snijden van de randen
Mogelijke oorzaken: slijtage/passivering van het mes, onjuiste afstelling van de afstand tussen de mesgroepen en een slechte afstemming tussen de snijsnelheid en het metalen materiaal.
Oplossing 1: Inspecteer regelmatig demetalen snijlijnen vervang de messen, kalibreer de afstand van de mesgroepen opnieuw en pas de snijsnelheid aan op basis van de hardheid van het metaal.
Probleem 2: Te grote afwijking in de breedte van de stroken na het snijden
Mogelijke oorzaken: Onnauwkeurige centrering van de spoel, onvoldoende positioneringsnauwkeurigheid van de gereedschapsgroep en spanningsschommelingen die verplaatsing van de spoel veroorzaken.
Oplossing 2: Controleer de centreerfunctie van het geleidingsmechanisme van de metaalsnijmachine, kalibreer het positioneringssysteem van de messengroep opnieuw en optimaliseer de spanningscontroleparameters.
Probleem 3: Het rolmateriaal raakt na het oprollen los of kreukt
Mogelijke oorzaken: onvoldoende of ongelijkmatige wikkelspanning, asynchrone wikkelsnelheid en snijsnelheid, onvolledige egalisatie van het spoelmateriaal.
Oplossing: Stel de wikkelspanning in op een geschikte waarde, optimaliseer tegelijkertijd de snij- en wikkelsnelheden en controleer of de rolassen van de nivelleermachine in de metaalsnijmachine versleten zijn.
*Kwaliteitsinspectie van het snijproces
Dimensionale inspectie: Gebruik schuifmaten en laserbreedtemeters om de breedte- en diktenauwkeurigheid van de smalle strips te inspecteren om er zeker van te zijn dat ze aan de ordervereisten voldoen.
Visuele inspectie: Controleer visueel of met gereedschap of de snijrand glad en braamvrij is en of er krassen of rimpels op het oppervlak van het rolmateriaal zitten.
Prestatietesten: Controleer of de mechanische eigenschappen van het metaal na het snijden (zoals treksterkte) zijn beschadigd door de verwerking.
*Dagelijks onderhoud van metaalsnijmachines
Regelmatige reiniging: Verwijder metaalresten uit de binnenkant van demetalen snijlijnom te voorkomen dat deze vast komt te zitten in de gereedschapsconstructie of de nauwkeurigheid van het geleidingsmechanisme aantast.
Smering van componenten: Voeg regelmatig smeerolie toe aan bewegende delen zoals de lagers van de gereedschapinstelgroep en de af-/opwikkelassen om slijtage te verminderen
Onderhoud van de messen: Polijst en passiveer de messen regelmatig, of vervang ze afhankelijk van de mate van slijtage om te voorkomen dat de verwerkingskwaliteit door mesproblemen wordt aangetast.
Systeemkalibratie: Kalibreer de parameters in het PLC-besturingssysteem maandelijks/driemaandelijks om ervoor te zorgen dat de metaalsnijlijn zich in een nauwkeurige bedrijfsstatus bevindt.