Eén van de belangrijkste factoren om de kwaliteit van smalle strips te garanderen, is het nauwkeurig snijden. Of het nu gaat om roestvrij staal, staal, aluminiumlegeringen, koper, PPGI, koudgewalst of warmgewalst, het aanhouden van nauwe toleranties tijdens het snijden houdt onmiddellijk verband met de productkwaliteit, de stroomafwaartse verwerkingsefficiëntie en de klanttevredenheid. Smalle stroken kunnen worden afgewezen, zelfs bij kleine verschillen in spleetbreedte, randdefecten of veranderingen in materiaalkromming.
Dus, hoe kun je op de juiste manier eensnijlijn voor stalen stripsnauwe toleranties bereiken? Dit artikel onderzoekt vijf belangrijke aspecten: opstelling van de snijmachine voor stalen strippen, spanningscontrole, gereedschapsconfiguratie, materiaalbehandeling en onderhoud van de snijlijn voor stalen strippen.

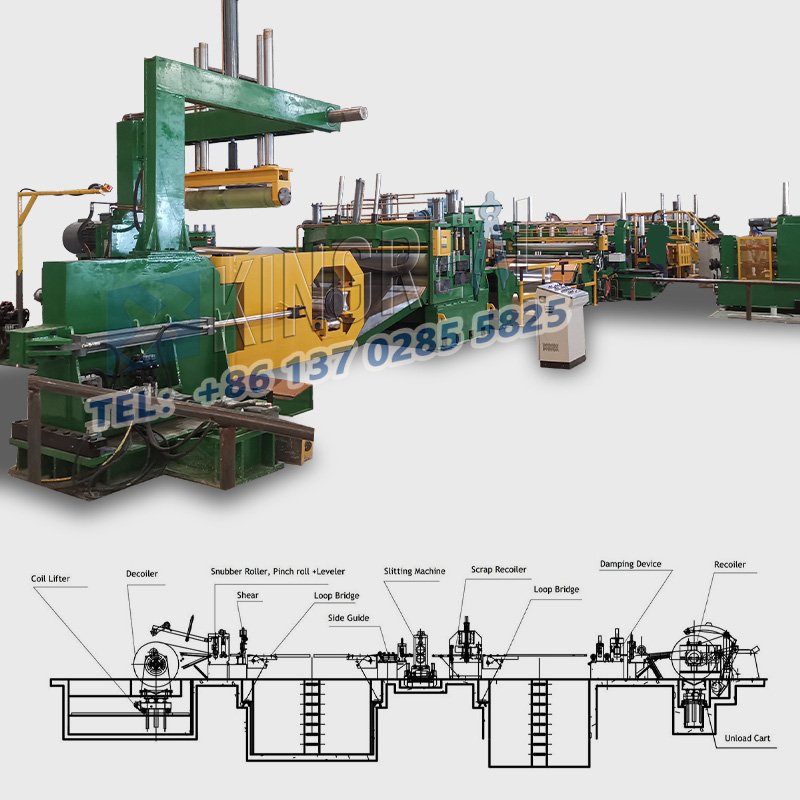
De initiële opzet van desnijmachine voor stalen stripsis van fundamenteel belang voor het bereiken van snijtoleranties. Vóór het opstarten moeten vijf belangrijke aspecten worden aangepakt:
- Uitlijning van de snijlijn van stalen strips: Controleer voordat u het materiaal laat lopen de uitlijning van de doorn (om een nauwkeurige werking van de kern te garanderen), de snijas (parallel aan de afwikkel-/terugspoelas) en de basis van de stalen strip snijmachine. Laseruitlijningstools worden gebruikt om een nauwkeurige positionering van componenten te garanderen en om fouten als gevolg van verkeerde uitlijning te voorkomen.
-Hoekoptimalisatie: Voor snijmachines van staalstrips van het scheermestype, past u de meshoek aan op basis van het materiaal om de snijkwaliteit in evenwicht te brengen met gereedschapsslijtage. Stel de opening en overlap tussen de bovenste en onderste messen nauwkeurig af voor snijlijnen van stalen strips van het schuiftype (raadpleeg de tabel van de fabrikant en houd rekening met de materiaalkwaliteiten). Een onjuiste opening of overlapping kan bramen en ruwe randen veroorzaken.
-Gereedschapspositionering: Pas de gereedschapspositie nauwkeurig aan om de snijbreedte te bepalen volgens de bestelspecificaties met behulp van een kalibratiemeter of een geverifieerde digitale uitlezing voor de snijlijn van stalen strips. Controleer vóór het opstarten of het gereedschap op zijn plaats is vergrendeld om verschuiven en afwijkingen te voorkomen.
-Roll Guide: Pas de initiële geleidepositie aan om de rol te centreren voordat deze het snijgebied betreedt om ongelijkmatige spanning en snijafwijking te voorkomen, waardoor maatvastheid wordt gegarandeerd.
-Programmaverificatie: als de snijmachine voor stalen strips programmeerbaar is, bevestig dan dat het juiste programma is geladen en dat parameters zoals de spanningscurve en de snijsnelheid voldoen aan de bedrijfsvereisten om parameterfouten te voorkomen die de toleranties kunnen beïnvloeden.
 |
 |
Stabiele spanning is de sleutel tot snijtoleranties en vereist management op vier belangrijke gebieden:
- Spanningsconsistentie: behoud overal een uniforme spanningsnijmachine voor stalen stripsproces, van afwikkelen, snijden tot terugspoelen. Veranderingen in materiaalbreedte, uitrekking, randrimpelingen, buiging en toleranties worden allemaal ernstig beïnvloed door spanningsveranderingen.
-Zonecontrole: moderne snijlijnen voor stalen strips hebben onafhankelijke spanningszones voor het afwikkelen, snijden en terugspoelen. De loadcellen en spanningsregelaars moeten regelmatig worden gekalibreerd.
-De spanning moet worden ingesteld op basis van materiaaleigenschappen: te laag kan leiden tot slippen en slechte tracking; te hoog kan het materiaal uitrekken, waardoor randvervorming ontstaat.
-Opnieuw opwinden: Voor samendrukbare materialen wordt een hogere spanning op de kern uitgeoefend, die geleidelijk afneemt naarmate de roldiameter toeneemt om een stabiele rol te garanderen zonder uitrekken. Onjuiste tapsheid kan randbeschadiging, ongelijkmatige wikkeling en de consistentie van de breedte veroorzaken.
-Materiaalkennis: Verschillende materialen vereisen verschillende rekstrategieën. Het kennen van de elastische modulus en vloeigrens van het materiaal is essentieel, zodat een geschikt spanningsschema kan worden bedacht om materiële schade of tolerantieschendingen te voorkomen.
Gereedschapsinstellingen bepalen de snijkwaliteit en maatnauwkeurigheid, waarbij de nadruk ligt op vier belangrijke aspecten:
-Gereedschapsscherpte: Een bot gereedschap kan het materiaal samendrukken of scheuren, waardoor bramen ontstaan en toleranties worden geschonden. Om scherpe randen te behouden, moet een schema voor het slijpen/vervangen van het gereedschap worden opgesteld, gebaseerd op de slijtagekenmerken van het materiaal en de verwerkingscyclus.
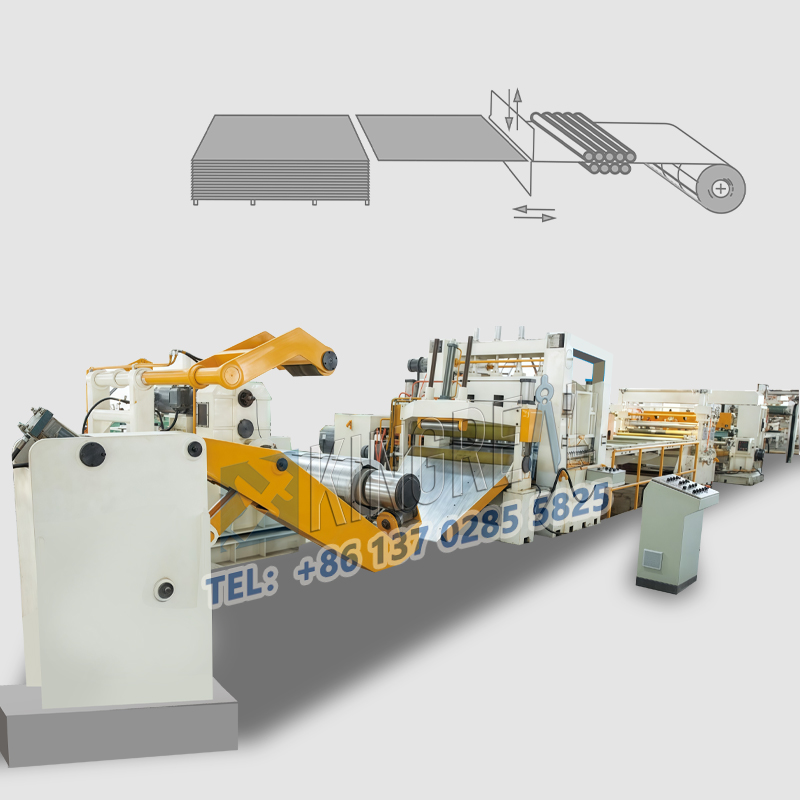
-Gereedschapstype en snijmethode: Selecteer gereedschappen op basis van het materiaal en de snijvereisten. Kies tussen vliegknippen (continu hoge snelheid), roterende knipbeurt (hoge precisie) of vaste knipbeurt (intermitterende kleine batches) op basis van de behoeften van de klant om toleranties te garanderen.
-Hoekoptimalisatie: Voor snijmachines van staalstrips van het scheermestype, past u de meshoek aan op basis van het materiaal om de snijkwaliteit in evenwicht te brengen met gereedschapsslijtage. Stel de opening en overlap tussen de bovenste en onderste messen nauwkeurig af voor snijlijnen van stalen strips van het schuiftype (raadpleeg de tabel van de fabrikant en houd rekening met de materiaalkwaliteiten). Een onjuiste opening of overlapping kan bramen en ruwe randen veroorzaken.
-Operationele stabiliteit: Zorg ervoor dat desnijmachine voor stalen stripsDe meswagen is evenwijdig aan de mesas en de radiale slingering van het roterende mes wordt geminimaliseerd om "klapperen" en onstabiele randkwaliteit te voorkomen.
 |
 |
Gestandaardiseerde materiaalbehandeling kan door materiaal veroorzaakte tolerantievariaties voorkomen. Focus op vier belangrijke gebieden:
-Gewrichtsintegriteit: Gebruik sterke, gelijkmatig dikke verbindingen om te voorkomen dat de verbinding kapot gaat of dat er sprake is van overmatige dikte die kan leiden tot vastlopen van de apparatuur, spanningsschommelingen en schade aan de snijrand.
- Randgeleiding: Actieve baangeleiders worden gebruikt om ervoor te zorgen dat het web gecentreerd is in het snijgebied, waardoor webafwijkingen worden voorkomen die resulteren in een ongelijkmatige breedte en een slechte kwaliteit van de buitenste striprand.
-Roll Handling: Gebruik kranen en schachttakels om rollen te laden en te lossen. Vermijd stoten of vallen die de kern kunnen beschadigen en de concentriciteit van de kern kunnen beïnvloedensnijlijn voor stalen stripsinstallatie. Ga zorgvuldig om met afgewerkte rollen om randbeschadiging en vervorming te voorkomen.
- Puinbeheer: Houd het snijgebied schoon en verwijder vuil onmiddellijk om te voorkomen dat het de baan afbuigt, de snijplotter hindert of vast komt te zitten in de rol, wat de kwaliteit en toleranties beïnvloedt.
Onderhoud zorgt voor stabiliteitsnijlijn voor stalen stripswerking en tolerantienauwkeurigheid door zich te concentreren op vijf belangrijke gebieden:
-Preventief onderhoud: Controleer de uitlijning van componenten, lagers, riemspanning, tandwielslijtage en pneumatische/hydraulische systemen volgens het schema van de fabrikant, en los potentiële problemen onmiddellijk op.
- Smeringbeheer: Smeer volgens de gespecificeerde tijd, hoeveelheid en type om oversmering (slechte warmteafvoer) of ondersmering (hoge wrijving) te voorkomen die slijtage en trillingen van componenten kan veroorzaken.
- Inspectie van slijtage van componenten: Inspecteer regelmatig de belangrijkste componenten, zoals lagers, assen en tandwielen, en vervang onmiddellijk ernstig versleten componenten om te voorkomen dat trillingen, slippen en verkeerde uitlijning de toleranties beïnvloeden.
-Kalibratie en onderhoud: Kalibreer regelmatig spanningssensoren, loadcellen en digitale positioneringssystemen om meetfouten te voorkomen die worden veroorzaakt door niet-gekalibreerde instrumenten en die de parameterinstellingen kunnen beïnvloeden.
-Reiniging: Reinig de snijmachine voor stalen strips van stof, vet en vuil, vooral rond lagers, geleiderails en sensoren, om een soepele werking te garanderen en de probleemdetectie te vergemakkelijken.