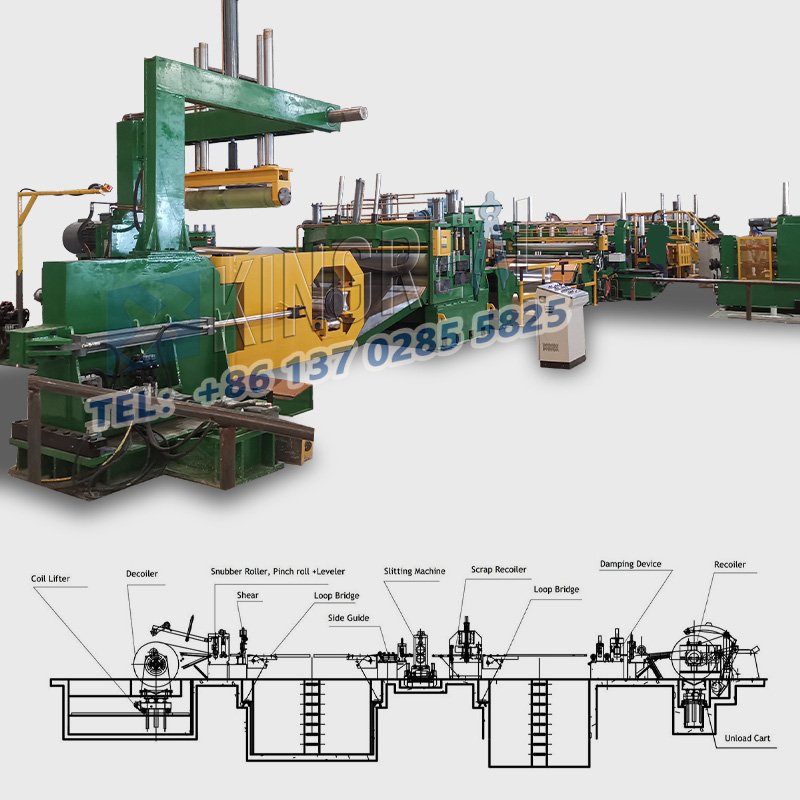
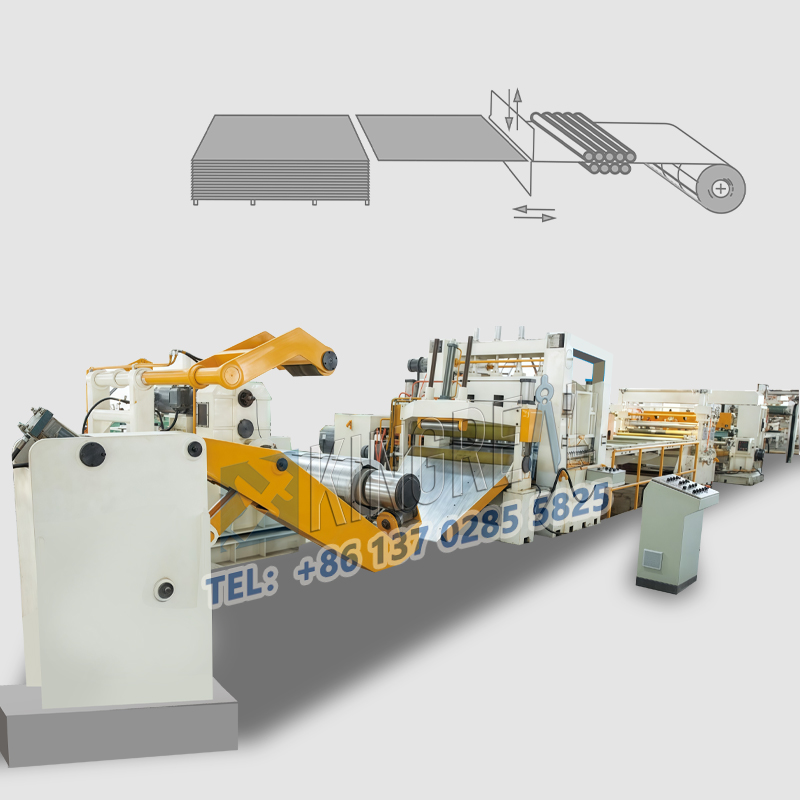
Snijlijnen voor staalrollenvoer bewerkingen uit zoals het afwikkelen, snijden en terugspoelen van brede rollen materiaal om smalle stroken met hoge precisie en zonder bramen te produceren. Er kunnen echter enkele abnormale verschijnselen optreden tijdens de werking van de snijmachine voor stalen rollen, waaronder een abnormale wikkelvorm en vervorming van de plaatbewerking. Dit artikel van KINGREAL STEEL SLITTER geeft een gedetailleerde uitleg over het oplossen van veelvoorkomende problemen bij het snijden van stalen rollen om een efficiënte werking te garanderen.
1. Zachte spoel
-Fenomeen: Door de losheid ontwikkelt de stalen spiraal een ovaalvormige zachte spiraal zodra deze wordt verwijderd van de as van de opwikkelmachine.
-Oplossing: Zorg ervoor dat er voldoende spanning is aan het begin van het opwinden, en verlaag vervolgens langzaam de druk naarmate het spoelvolume groeit. Een juiste aanpassing van de spanning kan het optreden van zachte spoelen effectief voorkomen.
2. Ongelijke wikkeling
-Fenomeen: De stalen spoel vertoont een telescopische vorm veroorzaakt door een onjuiste wikkeling.
-Oorzaken en oplossingen:
A. Onvoldoende spanning: Als de initiële spanning laag is, zullen er tijdens het afwerken onvermijdelijk verkeerde uitlijningen ontstaan. Beginnend met het opwinden, wordt geadviseerd de spanning te verhogen; verminder dit geleidelijk naarmate het spoelvolume groeit.
B. Ongebalanceerde spanning: Een slechte snijhoek of een verkeerde uitlijning van de geleider kan onregelmatige lengtes aan elke kant veroorzaken. Zorg ervoor dat de opwikkelmachine correct is uitgelijnd om de kans op spanningsvariaties te minimaliseren; controleer de instellingen ervan.
C. Slechte aangrijpingspositie van de binnenklem: Inconsistente aangrijping veroorzaakt spanningsveranderingen; de positie van de separator moet worden aangepast om consistentie te garanderen.
D. Stalen strip die naar links en rechts in de lus zwaait: Het gebruik van zachte materialen zoals vilt om naar beneden te drukken kan het slingeren effectief voorkomen.
E. Stoppen van de productielijn: Bij het herstarten na een stop moet aandacht worden besteed aan spanningsherstel om een stabiele wikkeldruk te behouden.
F. Onjuiste instelling van de breedte van de separator: Zorg ervoor dat de breedte van de separator correct is ingesteld, meestal de breedte van het eindproduct plus de plaatdikte.
3. Binnendiameter boogvorming
-Fenomeen: Tijdens het wikkelproces vertoont de stalen spoel plotseling een boogvorming in de binnendiameter wanneer deze uit de opwikkelmachine wordt verwijderd.
-Oorzaak: Dit heeft meestal te maken met een te hoge wikkelspanning, vooral bij het verwerken van dikke platen.
-Oplossing: Pas de druk aan en zorg voor een gelijkmatige spanning om kromming van de binnendiameter te voorkomen.
1. Slangachtige buiging (Sickle Bend)
-Fenomeen: Door afschuiving buigt de stalen spiraal in de breedterichting.
-Oorzaken en tegenmaatregelen:
A. Problemen met grondstoffen: Restspanningen in de moederspiraal komen na het afschuiven vrij. Het wordt aanbevolen om tijdens de materiaalverwerking een spanningsverlichtingsbehandeling uit te voeren.
B. Braamproblemen: Bramen veroorzaken een ongelijkmatige randdikte. Zorg ervoor dat het gereedschap scherp is tijdens de verwerking om bramen te voorkomen.
C. Ongelijkmatige mesafstand: Zorg voor een uniforme mesafstand om rekverschillen veroorzaakt door te grote of kleine openingen in bepaalde gebieden te voorkomen.
D. Enkelzijdige spanning van de recoiler: handhaaf een uniforme algehele spanning en pas de scheiders en spanplaten aan om consistentie te garanderen.
E. Te strakke zijgeleiders: Pas de zijgeleiders op de juiste manier aan tijdens het snijden om te strak aanspannen te voorkomen.
2. Randgolven
-Fenomeen: De randen van de stalen strip vervormen door uitrekking.
-Oorzaken en tegenmaatregelen:
A. Randgolven veroorzaakt door bramen: versterk de braambewaking en behandel deze onmiddellijk.
B. Overmatige druk van de meetrol: Pas de parameters van de roldruk aan om overstrekking te voorkomen.
C. Zijslijtage van de snijgereedschappen: Om de snijkwaliteit te garanderen, dient u vaak de staat van het snijgereedschap te controleren.
D. Hoogteverschil in zijgeleiders: Controleer regelmatig de hoogte van de snijgereedschappen om consistentie te garanderen.
E. Slijtage van de keerrol vóór de recoiler: Meet regelmatig de slijtage van de voorrol om een gelijkmatige spanning te garanderen.
3. Tailleplooien
-Fenomeen: Er ontstaan plooien in de breedterichting van de staalplaat.
-Oorzaken en tegenmaatregelen:
A. Vouwen veroorzaakt door het snijmes: Pas de maat van de rubberen ringen aan om te voorkomen dat ze door het snijgereedschap worden gegrepen.
B. Vormproblemen met grondstoffen: Gebruik een nivelleringsmachine met drie rollen en voer kwaliteitscontroles uit voorafgaand aan de snijstap.
C. Problemen met de uitzettende en samentrekkende trommel: Zorg voor een goed contact tussen de staalband en de trommel tijdens het uitzettende en samentrekkende proces om oneffenheden te voorkomen.
4. Opwindmarkeringen
-Fenomeen: De oneffenheid van het oppervlak van de uitzettende en samentrekkende trommel van de recoiler beïnvloedt de wikkelkwaliteit.
-Tegenmaatregelen: Inspecteer regelmatig het oppervlak van de uitzettende en samentrekkende trommel en pas deze onmiddellijk aan of vervang deze.
5. Rimpels
-Fenomeen: Er verschijnen rimpels op het oppervlak van de stalen plaat.
-Oorzaken en oplossingen:
A. Problemen met het voeringpapier: Zorg voor de kwaliteit van het voeringpapier en vermijd overlappingen en kreukels.
B. Problemen met de rubberen ringen: Onderzoek regelmatig de staat van de rubberen ringen om er zeker van te zijn dat ze niet loszitten.
C. Onjuiste aanpassing van de spanning: versterk de aanpassing van de spanningsplaat om kreukels te voorkomen.
Bij het oplossen van problemensnijlijn voor stalen rollenBij storingen moet een systematische aanpak worden gevolgd. Meestal kunnen de volgende stappen worden gevolgd:
-Gegevensregistratie: registreer de bedrijfsomgeving, tijd en stel parameters in wanneer de storing optreedt.
-Inspectie ter plaatse: voer een visuele inspectie uit om de werkstatus van de snijmachine voor stalen rollen te observeren.
-Communiceren met de operator: Vraag de operator naar de bedieningsstappen voordat de storing optrad.
-Stapsgewijze probleemoplossing: controleer potentiële problemen één voor één volgens de bovenstaande foutclassificatie.
-Gebruik van gereedschap: Gebruik de benodigde gereedschappen en instrumenten voor meting en aanpassing.
KINGREAL STEEL SLITTER hoopt dat u via dit artikel effectief kunt omgaan met verschillende problemen bij de werking van desnijlijn voor stalen rollenen zorgen voor een stabiele en continue productie. Ook regelmatig onderhoud en vakopleiding zijn belangrijke maatregelen om storingen te voorkomen.