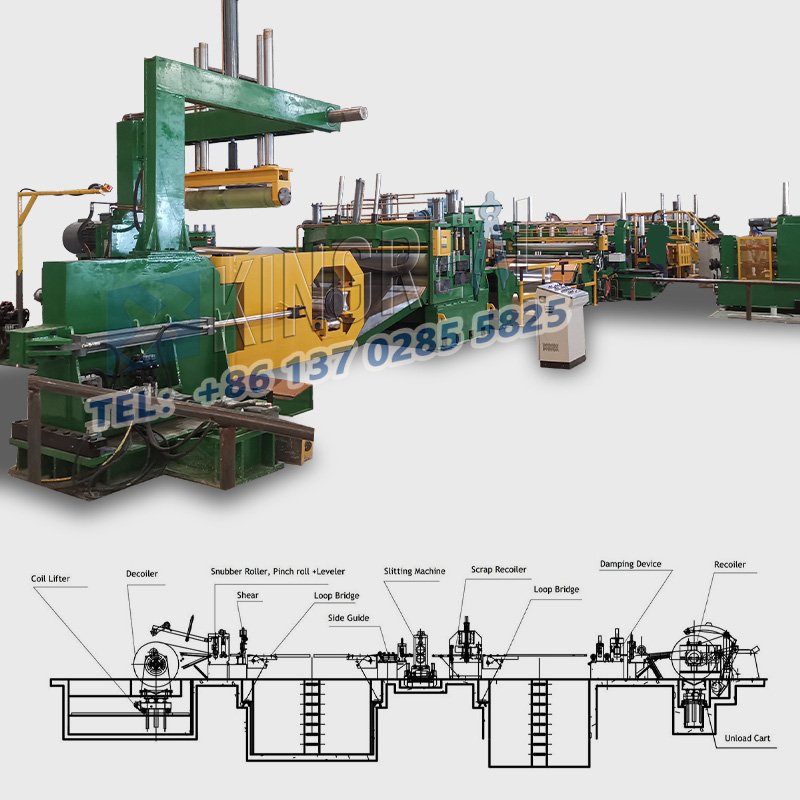
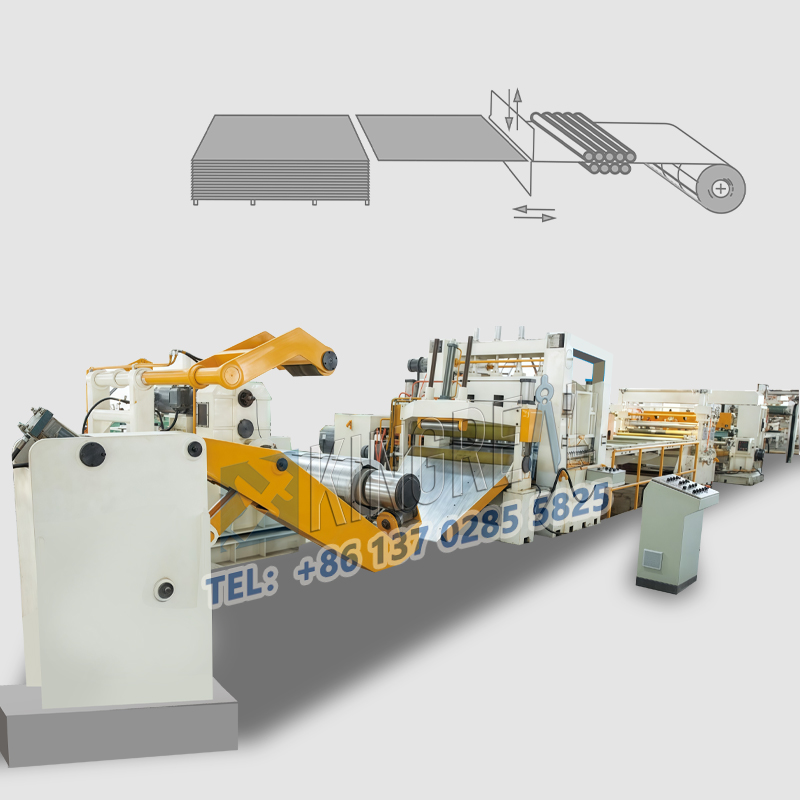
Snijmachines voor metaalworden veel gebruikt in de metaalverwerkende industrie, voornamelijk voor het snijden van grote rollen metaalmateriaal in meerdere smalle stroken. Tijdens de daadwerkelijke werking kunnen metaalsnijlijnen echter verschillende afwijkingen vertonen, wat leidt tot verminderde verwerkingsefficiëntie of materiaalverspilling. Dit artikel van KINGREAL STEEL SLITTER behandelt verschillende veelvoorkomende operationele problemen met metaalsnijmachines en biedt overeenkomstige oplossingen om gebruikers te helpen hun metaalsnijlijnen beter te gebruiken.
1.1 Instorting van de spoel
Wanneer de stalen spoel na het snijden van de haspel wordt verwijderd, stort deze vaak in en wordt ovaalvormig. De belangrijkste reden voor dit fenomeen is onvoldoende spanning tijdens het wikkelproces, of de aanwezigheid van roestwerende olie op het oppervlak van de stalen strip, waardoor voldoende wrijving tussen de lagen wordt voorkomen. Om dit probleem op te lossen kunnen de volgende maatregelen worden genomen:
1.1.1 Zorg ervoor dat er tijdens het wikkelproces voldoende spanning wordt uitgeoefend om vervorming van de spoel te voorkomen.
1.1.2 Inspecteer regelmatig het oppervlak van de stalen strip om er zeker van te zijn dat het schoon en olievrij is, waardoor een goede wrijving tussen de lagen wordt gegarandeerd.
1.2 Ongelijke randen van stalen rollen
Ongelijke randen van stalen rollen worden voornamelijk veroorzaakt door de volgende factoren:
1.2.1 Slechte spanning: Zwakke spanning aan het begin van het opwinden en sterke spanning aan het einde van het opwinden leidt tot ongelijkmatig opwinden. Om dit te voorkomen, moet de spanning aan het begin van het opwikkelen worden verhoogd en aan het einde worden verlaagd.
1.2.2 Ongelijkmatige spanningsverdeling: Als de stalen strip niet recht wordt afgesneden aan de voorrand, of als de klemmen tijdens het snijden in de voorrand van de stalen strip bijten, zal dit leiden tot een ongelijkmatige spanningsverdeling. Controleer vóór gebruik of de snijstrip stevig op het oppervlak van de haspel is bevestigd om een gelijkmatige spanning te garanderen.
1.2.3 Oscillatie in de lusput: Als de stalen strip heen en weer schommelt in de lusput en de kleine geleidingsrollen niet goed zijn bevestigd, kan dit veranderingen in de hoek van de spanplaat veroorzaken, wat resulteert in een ongelijkmatige wikkeling. Om oscillatie te verminderen, kan na de lusput een tapijt of vilt worden gebruikt om contact te maken met het oppervlak van de stalen strip, en moeten de kleine geleidingsrollen worden vastgezet.
1.2.4 Braamvorming: Bij smalle stalen strips kunnen grote bramen of inconsistente bramen aan beide zijden tijdens het snijden leiden tot ongelijkmatige wikkeling. Het wordt aanbevolen om de stalen strip met de bramen naar boven in de lusput te draaien, zodat de bramen naar beneden wijzen, waardoor dit probleem effectief wordt voorkomen.
Na het snijden kan de stalen strip vervormingen vertonen, zoals zijdelingse buiging. De redenen zijn behoorlijk complex:
2.1 Ongelijke afschuifopening:
Op eenmetalen snijmachineOnnauwkeurige referentiepunten op de schouder van de messenas, overmatige axiale speling van het lager van de messenas, of fouten in het afstandsstuk of de dikte ervan kunnen allemaal leiden tot ongelijkmatige afschuifspleten, met als gevolg vervorming. Het regelmatig inspecteren en kalibreren van de metaalsnijlijn om de normale werking ervan te garanderen, kan deze situatie effectief voorkomen.
2.2 Variatie in materiaaldikte:
Het dikteverschil tussen de midden- en randdelen van het brede materiaal is een veel voorkomend probleem, vooral bij gewalste materialen. Als gevolg van verschillen in de precisie en aanpassingstechnieken van de metaalsnijlijn, variëren ook de diktevariaties van materialen van verschillende fabrikanten. Het wordt aanbevolen om vóór de verwerking een diktetest uit te voeren en deze aan te passen aan het werkelijke dikteverschil.
2.3 Buigen van basismateriaal:
De interne spanning die tijdens het walsen in het basismateriaal ontstaat, wordt potentiële restspanning genoemd. Het verlies van spanningsevenwicht na het langssnijden kan leiden tot het buigen van stalen strips. Daarom zijn het selecteren van hoogwaardige grondstoffen en het optimaliseren van het walsproces belangrijke oplossingen.
2.4 Inconsistente bramen of randen:
Als de plaatdikte groter is aan de kant met grotere bramen tijdens het oprollen, zal dit leiden tot een grotere spoeldiameter en een trompetvormige bocht vormen. Om dit aan te pakken, kan een papier van de juiste dikte aan de andere kant worden geplaatst of kan een snijproces worden toegepast.
2.5 Golvende randen van de strip:
Tijdens het opwikkelproces kan de aanwezigheid van bramen leiden tot een grotere dikte aan de rand van de stalen strip, wat resulteert in randverlenging. Tijdens de werking van de metaalsnijmachine moet de horizontale speling worden vergroot om de zijdelingse druk te verminderen. Bovendien helpt het gebruik van messen die geschikt zijn voor het te snijden materiaal en het verminderen van de slijtage van de messen dit probleem op te lossen.
3.1 Gevangen door de messen
Als bij het snijden van een smalle stalen strip de vingervormige drukplaat de opening tussen de twee buitenste messen niet volledig opvult, kan de stalen strip door de twee buitenste messen worden gegrepen, waardoor plooien ontstaan. Een effectieve strategie om dit probleem te voorkomen is om de opening tussen de buitenste bladen op te vullen met een vlakke drukplaat en ervoor te zorgen dat er regelmatig kerosine op de bladen wordt aangebracht om wrijving te verminderen.
3.2 Rillen bij de kaken van de opwindtrommel
Als de stalen strip bij metaalsnijmachines tijdens de eerste wikkelgang niet strak tegen de wikkeltrommel past, kunnen er tijdens het daaropvolgende wikkelen plooien ontstaan. Om dit te voorkomen moeten de kaken van de wikkeltrommel regelmatig worden gecontroleerd en moet ervoor worden gezorgd dat de stalen strip aan het begin van het wikkelen stevig en stevig aan de trommel is bevestigd.
4.1 Messporen veroorzaakt door drukplaten
Als de hoogte van de drukplaat niet overeenkomt met die van de geleideplaat, kan dit overmatige druk op de stalen strip veroorzaken, wat resulteert in messporen. Daarom moet de hoogte van de drukplaat regelmatig worden gecontroleerd en aangepast om er zeker van te zijn dat deze consistent is met de hoogte van de geleideplaat.
4.2 Trillingen van de mesdrukplaat
Wanneer de mesdrukplaat op en neer trilt, kan dit ook messporen veroorzaken. Deze bladsporen zijn meestal met tussenpozen, en de belangrijkste redenen zijn onder meer het buigen van de spil, overmatige speling tussen het blad en de spil en het sinteren van metaalresten aan de andere kant van het blad. Het controleren van de toestand van de spil en het schoonhouden van de bladen kunnen het optreden van bladsporen effectief verminderen.
Metalen snijlijnenonvermijdelijk tegen verschillende problemen aan tijdens het dagelijks gebruik, maar veel problemen kunnen worden vermeden of beperkt door zorgvuldige inspectie en onderhoud. Het begrijpen en beheersen van veelvoorkomende problemen en hun oplossingen voor metaalsnijmachines kan gebruikers helpen productieprocessen te optimaliseren en de werkefficiëntie te verbeteren. KINGREAL STEEL SLITTER hoopt dat de bovenstaande suggesties een waardevolle referentie voor u zullen zijn bij het gebruik van uw metaalsnijlijn en de continue en efficiënte werking ervan zullen garanderen. Als u vragen heeft, neem dan gerust contact op met KINGREAL STEEL SLITTER!