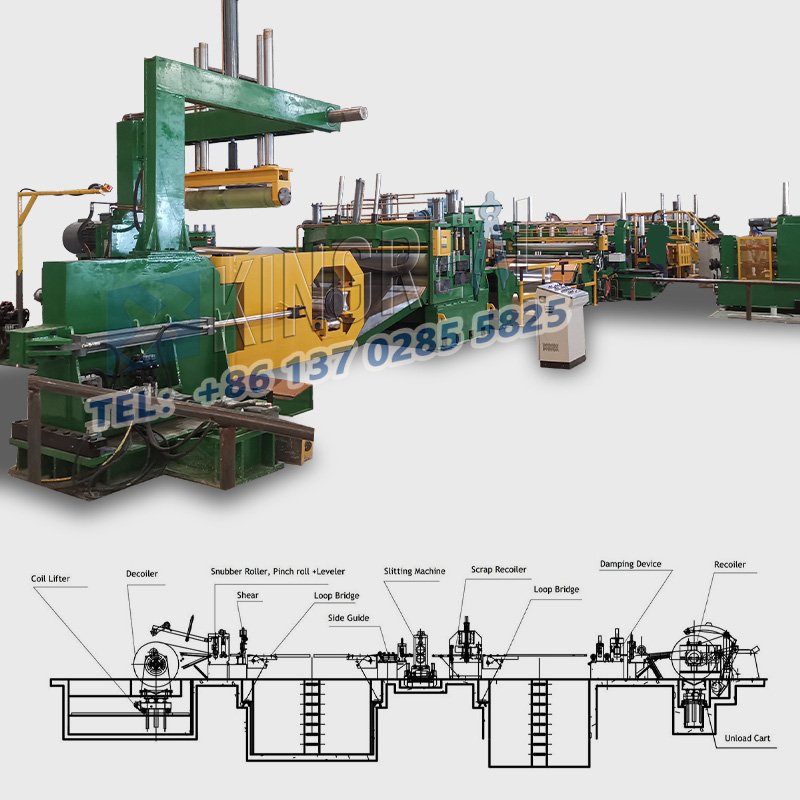
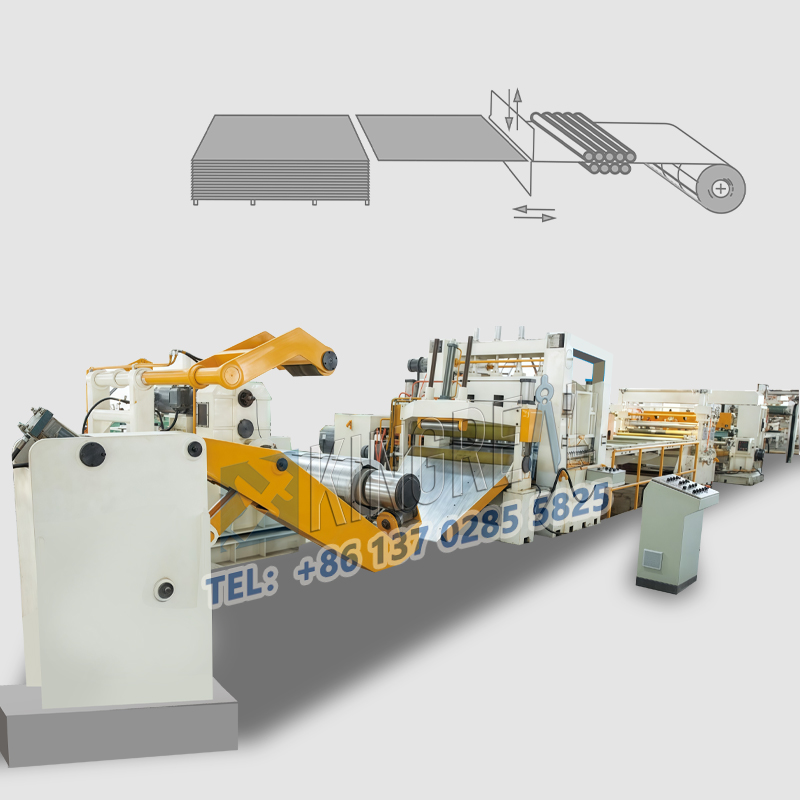
Dehoge snelheid snijlijn, met een maximale werksnelheid van 230 m/min, voltooit op efficiënte wijze belangrijke processen zoals het afrollen, snijden en terugrollen van metalen spoelen, waardoor de productie-efficiëntie en verwerkingsnauwkeurigheid aanzienlijk worden verbeterd. Tijdens langdurig gebruik met hoge belasting en hoge snelheid is de hogesnelheidssnijmachine echter gevoelig voor verschillende fouten als gevolg van factoren zoals onjuiste bediening, slijtage van componenten en onvoldoende onderhoud. Deze fouten hebben niet alleen invloed op de voortgang van de productie, maar kunnen ook de verwerkingskwaliteit verminderen en zelfs de levensduur van de hogesnelheidssnijlijn verkorten. Om relevante operators te helpen de operationele problemen van hogesnelheidssnijmachines beter aan te pakken en een soepele productie te garanderen, zal dit artikel veelvoorkomende fouten, hun oorzaken en bijbehorende oplossingen tijdens de werking van hogesnelheidssnijlijnen beschrijven, en praktische tips delen voor het verlengen van hun levensduur.
1. Onnauwkeurige snijafmetingen
Onnauwkeurige snijafmetingen zijn een van de meest voorkomende problemensnijmachines met hoge snelheid, vooral tijdens werking op hoge snelheid. Zodra dit probleem zich voordoet, kan dit leiden tot een partij producten die niet aan de normen voldoen, waardoor materiaalverspilling en productievertragingen ontstaan.
Oorzaken:
(1) Onstabiele spanningscontrole. Tijdens het snijproces van een snijlijn met hoge snelheid kan een onjuiste spanningscoördinatie tussen de fasen van afwikkelen, snijden en terugspoelen ervoor zorgen dat het materiaal uitrekt of samentrekt, waardoor de afmetingen van het snijwerk worden beïnvloed.
(2) Ernstige slijtage van het gereedschap. De bladen van een snijmachine met hoge snelheid bevinden zich voortdurend in een snijtoestand met hoge snelheid, wat kan leiden tot randslijtage, botheid of zelfs inkepingen. Hierdoor is het onmogelijk om het materiaal precies te snijden, waardoor maatafwijkingen ontstaan.
(3) Correctiesysteem voor abnormale afwijkingen. Het afwijkingscorrectieapparaat is van cruciaal belang voor het nauwkeurige transport van materialen. Als de afwijkingssensor niet goed functioneert of niet goed is gekalibreerd, kan dit afwijkingen in het materiaaltransport veroorzaken, wat leidt tot maatafwijkingen bij het snijden.
Oplossing:
(1) Inspecteer de spanningsregelaar van de hogesnelheidssnijmachine om te bevestigen dat de spanningsparameters zijn ingesteld in overeenstemming met de materiaaleigenschappen. Pas de spanning aan tijdens het af- en terugspoelen om een soepele overgang van de spanning tussen de drie fasen te garanderen, waarbij wordt voorkomen dat het materiaal uitrekt of losraakt.
(2) Controleer regelmatig de staat van de messen. Als u slijtage, afstomping of inkepingen constateert, vervang deze dan door messen die aan de specificaties voldoen. Na vervanging de messen nauwkeurig afstellen om een nauwkeurige centrering te garanderen.
(3) Kalibreer het afwijkingscorrectieapparaat, controleer de gevoeligheid van de afwijkingssensor, reinig het stof en de vlekken op het sensoroppervlak en kalibreer de afwijkingscorrectieparameters opnieuw om ervoor te zorgen dat het materiaal niet afwijkt tijdens het transportproces en om de nauwkeurigheid van de snijafmetingen.
2. Materiaalafwijking en kreukels
Tijdens de werking van hogesnelheidssnijlijnen zijn materiaalafwijkingen en kreukels ook vaak voorkomende problemen, vooral bij dunne metalen spoelen, waar het probleem prominenter aanwezig is. Dit heeft niet alleen invloed op de snijnauwkeurigheid, maar kan ook materiële schade veroorzaken, wat gevolgen heeft voor de daaropvolgende verwerking.
Oorzaken:
(1) Ongebalanceerde geleiderollen. De geleidingsrollen in hogesnelheidssnijmachines zijn cruciaal voor het ondersteunen en transporteren van materialen. Als de geleidingsrollen niet waterpas zijn geïnstalleerd, oppervlakteslijtage vertonen of vreemde voorwerpen bevatten, zal dit leiden tot een ongelijkmatige kracht op het materiaal tijdens het transport, wat kan leiden tot afwijkingen en kreukels.
(2) Onvoldoende luchtdruk. Sommige bedieningscomponenten van hogesnelheidssnijmachines worden aangedreven door luchtdruk. Als er een lek is in het luchtdruksysteem of de druk onvoldoende is, zal dit ervoor zorgen dat de bijbehorende componenten slecht werken en er niet in slagen het materiaaltransport stabiel te controleren.
(3) Ongelijkmatige materiële spanning. Vergelijkbaar met het spanningsprobleem dat onnauwkeurige snijafmetingen veroorzaakt, kunnen overmatige schommelingen in de spanning tijdens het af- en terugspoelen leiden tot ongelijkmatige uitrekking van het materiaal tijdens transport, wat resulteert in kreukels en afwijkingen.
Oplossing:
(1) Pas het niveau van de geleidingsrollen aan. Nadat de snijlijn met hoge snelheid is gestopt, inspecteert u alle geleidingsrollen van de hogesnelheidssnijmachine en reinigt u de vreemde voorwerpen en vlekken op het oppervlak van de geleidingsrollen. Als er sprake is van slijtage aan het oppervlak van de geleidingsrollen, repareer of vervang ze dan tijdig. Pas de installatiehoek van de geleiderollen aan om ervoor te zorgen dat alle geleiderollen zich op hetzelfde niveau bevinden en dat het materiaal tijdens transport gelijkmatig wordt belast.
(2) Controleer het pneumatische systeem. Inspecteer of er lekkage is in de pneumatische pijpleiding, vul de luchtdruk aan tot de standaard gespecificeerd door de hogesnelheidssnijmachine en reinig en onderhoud regelmatig de pneumatische kleppen, cilinders en andere componenten om de stabiele werking van het pneumatische systeem te garanderen.
(3) Optimaliseer de spanning van het afwikkelen en terugspoelen. Afhankelijk van de dikte, hardheid en andere kenmerken van het materiaal, past u de spanningsparameters van de hogesnelheidssnijmachine aan, neemt u een stabiele spanningscontrolemodus aan en vermijdt u overmatige spanningsschommelingen om de materiaalafwijking en kreukels vanaf de wortel te verminderen.
3. Abnormale trillingen of geluid van de snijlijn met hoge snelheid
Wanneer een hogesnelheidssnijmachine op hoge snelheid werkt en abnormale trillingen of schril geluid ervaart, geeft dit aan dat er slijtage of installatieproblemen zijn met de hogesnelheidssnijlijncomponenten. Als dit niet snel wordt aangepakt, zal dit de slijtage van componenten versnellen en kan het zelfs leiden tot uitval en stilstand van de snijmachine bij hoge snelheid.
Oorzaken:
(1) Lagerslijtage. De transmissiedelen en geleidingsrollen van een hogesnelheidssnijmachine zijn allemaal voorzien van lagers. Langdurig gebruik op hoge snelheid kan leiden tot onvoldoende smering en ernstige slijtage van de lagers, waardoor tijdens het draaien trillingen en geluid ontstaan.
(2) Losse aandrijfriem. De aandrijfriem is een belangrijk onderdeel voor de krachtoverbrenging in een hogesnelheidssnijmachine. Bij langdurig gebruik kan deze verouderen en uitrekken, met als gevolg een losse aandrijfriem. Tijdens bedrijf zal het tegen de poelie wrijven, waardoor geluid ontstaat en de krachtoverbrenging wordt beïnvloed, wat op zijn beurt trillingen bij het snijden van de lijn bij hoge snelheid veroorzaakt.
(3) Losse mechanische componenten. Tijdens langdurige werking onder hoge belasting van een snijmachine met hoge snelheid kunnen schroeven, bouten en andere verbindingsonderdelen losraken, wat leidt tot een slechte verbinding tussen componenten en trillingen en abnormaal geluid veroorzaakt tijdens het gebruik.
Oplossing:
(1) Inspecteer alle lagers van de hogesnelheidssnijmachine. Als blijkt dat een lager versleten is, vastzit of abnormale geluiden maakt, voeg dan tijdig speciaal smeervet toe. Als de slijtage ernstig is, vervang dan onmiddellijk het lager om te voorkomen dat lagerschade de algehele werking van de hogesnelheidssnijlijn beïnvloedt. (2) Pas de spanning van de aandrijfriem aan. Nadat de snijmachine met hoge snelheid is gestopt, controleert u de spanning van de aandrijfriem. Als de aandrijfriem los zit, stel dan de spaninrichting af. Als de aandrijfriem verouderd of ernstig versleten is, dient u deze op tijd te vervangen, zodat de aandrijfriem goed aansluit op de poelie en de krachtoverbrenging soepel verloopt.
(3) Voer een uitgebreide inspectie uit van de schroeven, bouten en andere verbindingsdelen van dehoge snelheid snijlijn. Draai alle losse onderdelen vast, vooral met de nadruk op de verbindende delen van de bevestigingsposities van de transmissie en de geleiderol, om ervoor te zorgen dat alle onderdelen stevig met elkaar verbonden zijn en trillingen en geluid tijdens bedrijf te verminderen.
(1) Onderhoud van het mes
-Dagelijkse inspectie: Controleer voordat u de hogesnelheidssnijmachine start of de messen geen krasjes, roest of materiaalresten vertonen. Maak het vuil tijdig schoon, verwijder de vlekken met een speciale reiniger en breng na het drogen een smerend antiroestmiddel aan.
- Tijdige vervanging: houd een logboek bij van de status van het mes. Vervang de messen die ernstig versleten zijn of waarvan de randen zijn afgebroken of gebarsten, op tijd om te voorkomen dat de algehele prestaties van de machine worden beïnvloedhoge snelheid snijlijndoor beschadiging van het mes.
(2) Smeerbeheer
-Smering van belangrijke onderdelen: Smeer de bewegende delen zoals lagers, tandwielen, hydraulische cilinders, kettingen en riemen met regelmatige tussenpozen. Lagers/tandwielen moeten dagelijks worden gesmeerd met synthetisch vet met een lage viscositeit, hydraulische cilinders elke 1000 uur met hydraulische olie die bestand is tegen hoge temperaturen, en kettingen/riemen maandelijks met vet op lithiumbasis.
-Reinigen vóór het smeren: reinig de oude olievlekken vóór het smeren om overmatige smering te voorkomen die stof absorbeert en het smerende effect beïnvloedt.
(3) Spanning en kalibratie
-Tension control: Pas spanningsparameters aan op basis van materiaaleigenschappen. Zo moet de spanning voor folies relatief laag zijn, terwijl deze voor metaalfolies iets hoger mag zijn. Gebruik tijdens het terugspoelen een taps toelopende spanning om compressie van de binnenlaag te voorkomen.
-Regelmatige kalibratie: Kalibreer de mescentrering en sensoren elke 3 tot 6 maanden. Voor hogesnelheidssnijlijnen met een hoge gebruiksfrequentie, verkort u de kalibratiecyclus om de snijnauwkeurigheid en stabiele werking van de hogesnelheidssnijmachine te garanderen.
(4) Onderhoud van het transmissiesysteem
-Controleer de riemen/kettingen: Controleer wekelijks de spanning van de riemen/kettingen om slippen of overmatige slijtage door te strak aanspannen te voorkomen. Voer tijdig correcties of vervangingen uit voor ernstig versleten riemen/kettingen.
-Controleer de lagers: Onderzoek elke drie dagen de slijtage van de lagers in de transmissieonderdelen. Luister naar eventuele abnormale geluiden en voel of er sprake is van oververhitting. Vervang beschadigde lagers onmiddellijk.
(5) Onderhoud van het elektrische systeem
-Reinig de warmteafvoer: Reinig de warmteafvoergaten en ventilatoren van de elektriciteitskast elke maand om stofophoping te voorkomen en een goede ventilatie voor de frequentieomvormer en servodriver te garanderen.
- Controleer de bedrading: Draai de bedradingsklemmen vast en controleer op kabelveroudering om elektrische fouten te voorkomen die de werking van de snijlijn bij hoge snelheid beïnvloeden.
Door gestandaardiseerd onderhoud wordt het uitvalpercentage vansnijmachine met hoge snelheidkan met meer dan 40% worden verminderd, waardoor de levensduur aanzienlijk wordt verlengd!