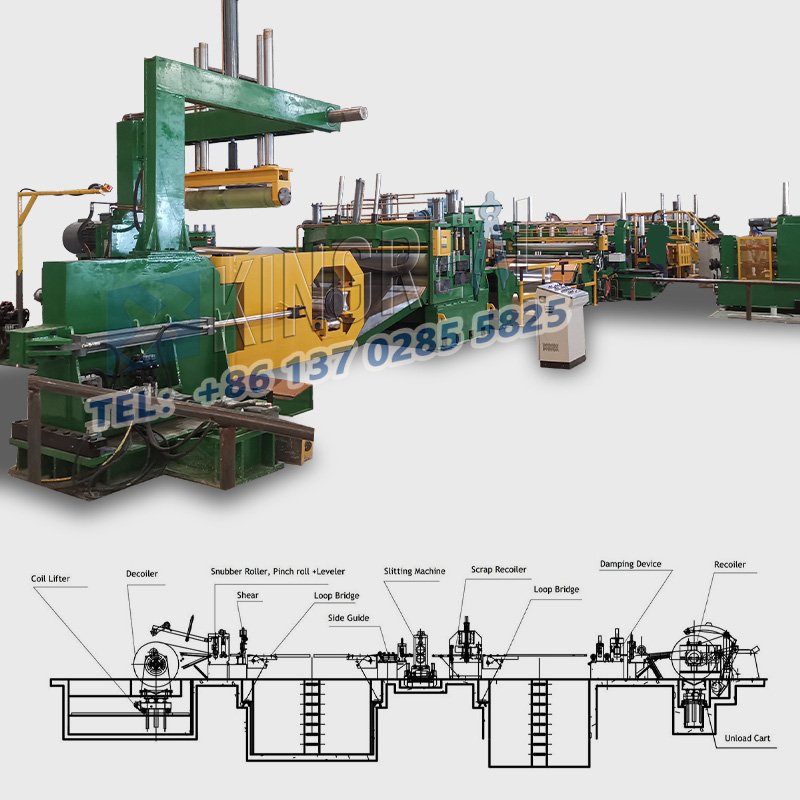
In eenmetalen machinelijn, de rol van het spanningsstation is om ervoor te zorgen dat het materiaal een constante spanning in stand houdt tijdens het spleetproces. Dit is essentieel om te zorgen voor het slagen van kwaliteit en nauwkeurigheid. Het spanningsstation wordt meestal bereikt door de positie van de rollen te regelen en de rotatie van de spanningsaanpassingsgreep, of door de spanning van het materiaal door een spanningsapparaat op de spanningscontroller aan te passen. Correcte spanningsinstellingen kunnen helpen om een efficiënte, consistente en hoogwaardige productie te bereiken.


Om de spanning van een slitter correct in te stellen, moet u rekening houden met factoren zoals het type materiaal, de snelheid van het materiaal en de structuur van de slitter. Verschillende soorten materialen vereisen verschillende spanningsinstellingen, terwijl de materiaalsnelheid en de structuur van de slitter ook de spanningsinstellingen zullen beïnvloeden. Te hoog of te lage spanning zal de productiviteit en productkwaliteit beïnvloeden, dus het moet worden aangepast volgens de werkelijke situatie om de beste productie -efficiëntie te bereiken.
1. De behandeling van stalen spoel Machine Roller Surface Behandeling is niet goed, het procesontwerp is onredelijk: in het proces van het snijden van materialen schuift de rol zijwaarts (algemeen bekend als links en rechts dwalend), rimpels (onbalans in het trekmateriaal), rollend (materiaal is te licht en te dun, te veel in de lucht). Deze problemen zullen rechtstreeks leiden tot onregelmatige wikkeling, wat resulteert in golvende randen, kromgetrokken randen enzovoort;
2. Overmatige wikkelingspanning: leid rechtstreeks naar de vorm van de eindproductschijf, de drumvorm, enz.;
3. Mechanische falen van apparatuur: zoals transmissie trommel of lege trommellagerschade, wat resulteert in asbeweging; Drumy -dynamische balanceringsprecisie is te laag;
4. Probleem met spanningssysteemontwerp: het bijpassende probleem van het spanningssysteem zal leiden tot de spanning is niet controleerbaar, wat leidt tot deze situatie;
5. Keuze van kronkelende vorm: er zijn verschillende manieren om te wikkelen. Volgens de verschillende kenmerken van het product, de keuze voor kronkelende, oppervlaktewikkeling, oppervlaktewikkeling, oppervlaktewikkeling, glijden en andere vormen;
6. Keuze van het snijgereedschap: de snijvormen van schraper snijden, scheren, drukken en rollen hangen ook af van verschillende materiaalkenmerken. Nauwkeurigheid kan niet worden gewaarborgd als ze niet correct zijn geselecteerd;
7. Andere details: veroorzaakt door statische elektriciteit, apparatuurbewerking, grondstofeigenschappen en andere problemen.