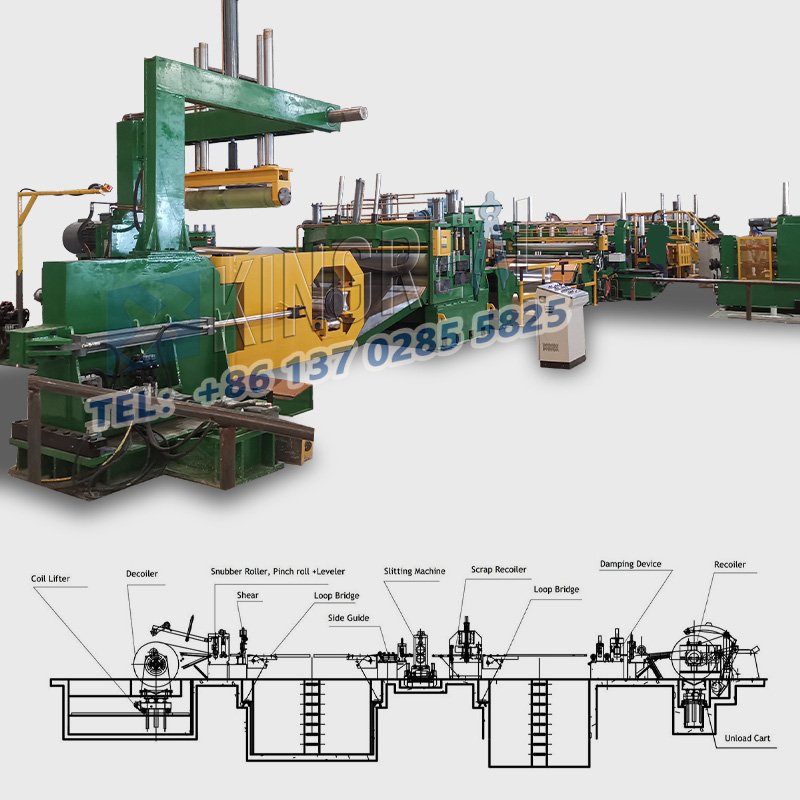
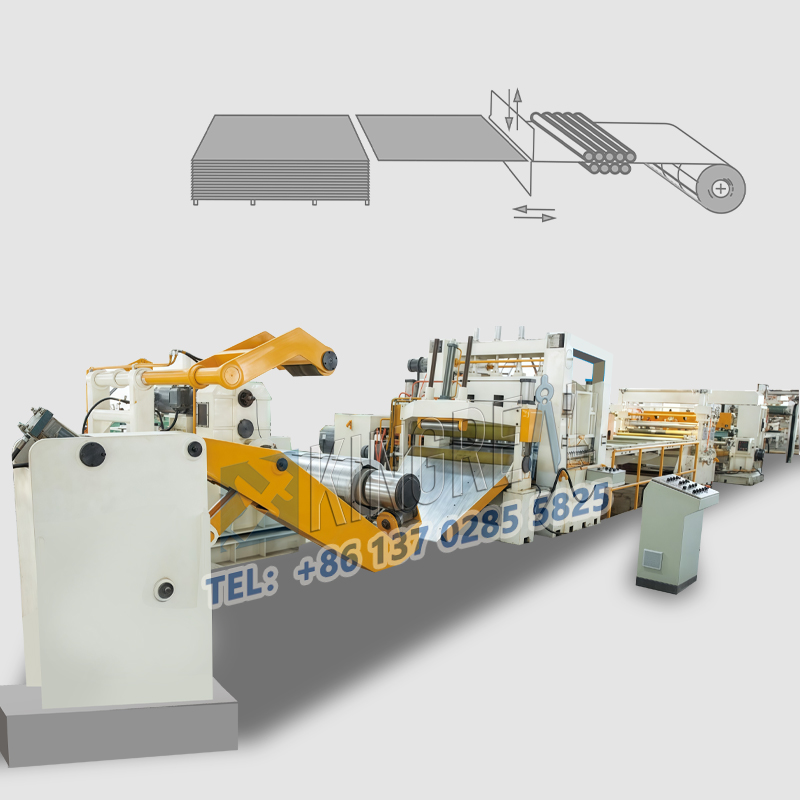
A Vliegschuifgesneden lijnis een continu verwerkingssysteem dat bestaat uit een afwikkelingseenheid, een rechtbuiksysteem en een gesynchroniseerd schuifmechanisme. Kingreal Steel Slitter maakt gebruik van een modulair ontwerp van het rollensysteem, met de rechtbuikrollen uitgerust met onafhankelijke hydraulische verfijningsmechanismen. Het vliegende afschuifmechanisme integreert een Crank-Connecting Rod-synchronisatiesysteem, waardoor realtime matching van de messnelheid met de stripsnelheid wordt gewaarborgd. De stapeleenheid maakt gebruik van vacuümzuiging en werkt samen met een robotarm, waardoor industriële laken worden gestapeld. Het besturingssysteem bevat een multi-assende bewegingscoördinatie-algoritme om materiaal trekvervorming te elimineren veroorzaakt door plotselinge snelheidsveranderingen.
Vibratie-energie tijdens snelle omkering in deVliegschuifgesneden lijnwordt geabsorbeerd door hydraulische demping. Een temperatuurgecompenseerde gereedschapspleet handhaaft een constante afschuifgat onder thermische expansieomstandigheden. Het mesmateriaal wordt behandeld met een composietcoating, waardoor een micro-hardheidsgradiënt ontstaat die de schuurweerstand verbetert. De apparatuur van Kingreal Steel Slitter heeft het reologische testen van materiaal ondergaan en zorgt voor een consistente snijvlakte voor strips van verschillende vloeigingssterkten.

| Machinetype | Gesneden op lengtemachine |
| Max spoeldikte | 25 mm |
| Max spoelbreedtes | 3600 mm |
| Max spoelgewicht | 20ton |
| Hoofdspoelsnijlengte | 25 mm |
| Shearing Type | Vlieg afscheuren |
| Afschuifsnelheid | 60m/min |
| Snijd tolerantie | ± 0,01 mm |
Voordat u begint met hetVliegschuifgesneden lijn, roteer het rechtbuikrol handmatig om te controleren op blokkade. Verwijder de schaalopbouw van de rolspaar en gebruik een niet-metalen schraper om de chromen te beschermen. Vul de afschuifgeleiderrails bij elke ploeg met een speciaal vet en regelt de hoeveelheid vet naar een minimale hoeveelheid die uit het overloopgat sijpelt. Reinig het stapellagers van de stapel robot driemaandelijks en vervang vervangen door hoge temperatuurbestendig smeermiddel.
Maandelijks controleer de radiale runout van deVliegschuifgesneden lijn's rechtdoorrol en vervang de taps toelopende rollagers uit tolerantie. Voer dynamische balancering uit na het slijpen van de afschuifbladen, zodat het moment van traagheidsverschil binnen een veilig bereik ligt. Vervang het hydraulische systeemfilter om de zes maanden en test het nieuwe filterelement op deeltjesverontreiniging. Reinig de koelkanalen van de elektrische kast driemaandelijks en inspecteer de kabelisolatie op tekenen van veroudering.
Reinig de foto -elektrische sensorspiegel voor besmetting en kalibreer het referentie nulpunt. Controleer de vacuümdruk van de vacuümgenerator en vervang de afdichtingsmontage als er een lek is. Test de herhaalbaarheid van de robot en pas de anti-backlash-parameters van de servomotor aan als de versnellingspoeling de tolerantie overschrijdt.