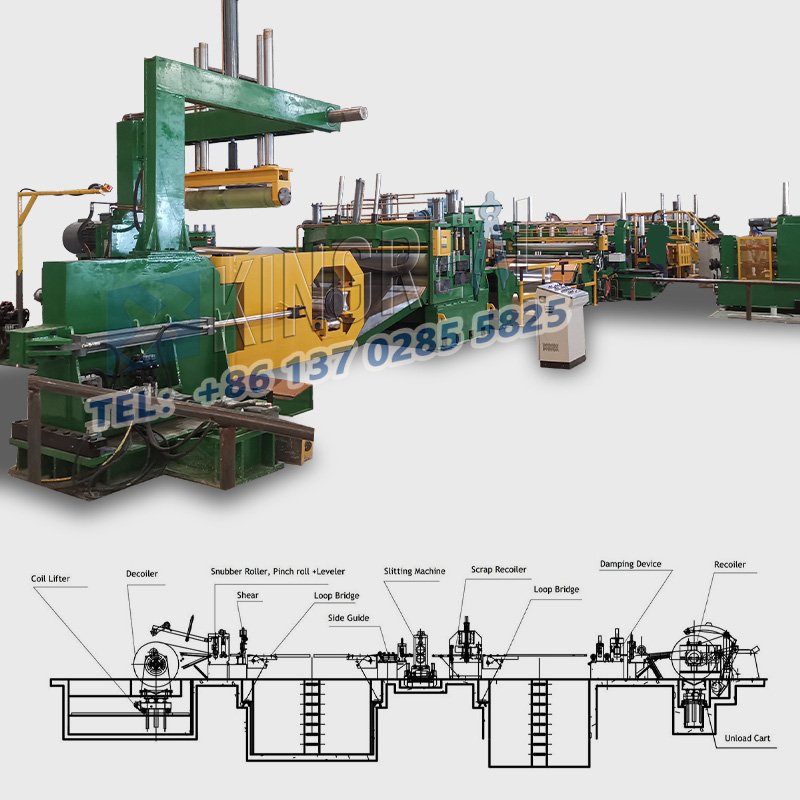
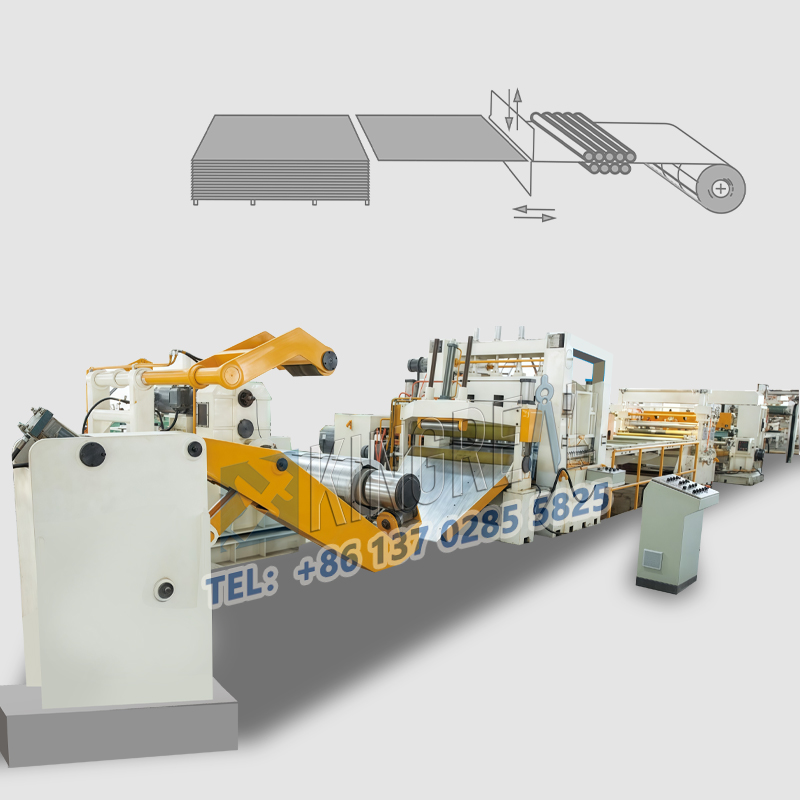
Op het gebied van de verwerking van metaalspiralen,snijmachines voor stalen stripsworden gebruikt voor het in lengterichting doorsnijden van metalen spoelen zoals roestvrij staal, aluminium, koolstofstaal en siliciumstaal. De maatnauwkeurigheid van de smalle strips, de gladheid van de snede en de aanwezigheid of afwezigheid van bramen of welving worden allemaal rechtstreeks bepaald door de speling tussen de bovenste en onderste messen van de snijlijn van stalen strips.
Bij de dagelijkse productie moet de operator, telkens wanneer de dikte van de te verwerken rol verandert of verschillende materialen met verschillende hardheid worden gebruikt, tegelijkertijd de bladspeling van de snijmachine voor stalen strips aanpassen.
Door de juiste bladspeling kan de snijlijn voor stalen strips zeer nauwkeurige smalle strips snijden met gladde, braamvrije sneden en uniforme dwarsdoorsnedelagen; Onjuiste spelingswaarden zullen resulteren in talrijke productiefouten, zoals het omkrullen van de randen, het afbrokkelen van het mes, het buigen van de strip en de opeenhoping van randbramen. Dit artikel, KINGREAL STEEL SLITTER, combineert praktische ervaring met spelingsparameternormen om de aanpassingslogica, praktische methoden en parameterinstellingsspecificaties voor de bladspeling van snijmachines voor stalen strips volledig uit te leggen.

Relatie tussen bladspeling en stripprecisie bij snijmachines voor stalen strippen
De bladspeling van een snijmachine voor stalen strips verwijst naar de radiale opening die overblijft wanneer de bovenste en onderste sets cirkelvormige schaarmessen in elkaar grijpen. Deze waarde is geen vaste constante, maar verandert dynamisch met de twee kernvariabelen van de verwerkte materiaaldikte en hardheid. Deze twee factoren bepalen direct de snijkwaliteit van desnijlijn voor stalen strips.
1. Materiaaldikte
Wanneer de dikte van het verwerkte spoelmateriaal verandert, moet de bladspeling van de staalbandsnijmachine dienovereenkomstig worden aangepast. Als de snijlijn voor stalen strips dikke metalen strips verwerkt, moet de messpeling op passende wijze worden vergroot; Een te kleine speling zorgt ervoor dat de bovenste en onderste messen het plaatmateriaal met kracht samendrukken, waardoor de belasting op het bladlichaam onmiddellijk toeneemt, wat gemakkelijk kan leiden tot bladbreuk en vervorming van de messenas, waardoor de levensduur van de messen en de spil van de stalen strip snijmachine aanzienlijk wordt verkort.
Omgekeerd, wanneer de snijlijn van staalstrips overschakelt op de verwerking van dunne materialen, moet de messpeling worden verkleind. Als de speling te groot is, kan het plaatmateriaal niet volledig door de messen worden gesneden, zullen de materiaalranden tijdens het knipproces worden gescheurd en zullen er aan beide zijden van de voltooide strook een groot aantal bramen verschijnen. In ernstige gevallen zal de gehele smalle strook een welving hebben, waardoor de maattoleranties worden overschreden en niet wordt voldaan aan de vereisten van stroomafwaartse stempel-, buig- en vormprocessen.
Voor extreem dunne metalen strips met een dikte van minder dan 0,1 mm benadert de theoretische bladafstand van een metaalsnijmachine nul, waarbij wordt vertrouwd op micro-interlocking van de bladen om nauwkeurig snijden te bereiken.
2. Materiaalhardheid en treksterkte
Verschillende metalen vertonen aanzienlijke verschillen in treksterkte en hardheid, wat resulteert in volledig verschillende mesafstanden die geschikt zijn voor snijmachines voor stalen strips. Materialen met een hoge hardheid en hoge treksterkte, zoals dik koolstofstaal, roestvrij staal en siliciumstaal, hebben dichte moleculaire structuren en een grotere schuifweerstand, waardoor grotere bladspleten nodig zijn in de snijlijnen van stalen strips. Zachte materialen met een lage sterkte, zoals puur aluminium en dunne aluminiumplaten, hebben een hoge plasticiteit en een lage schuifweerstand, waardoor passende kleinere bladspleten mogelijk zijn in snijmachines voor stalen strips.
Het fysieke principe van het snijden van metaal is niet puur snijden, maar eerder het gedeeltelijk afschuiven en breken door trek van het plaatmateriaal onder bladdruk. Materialen met een hogere hardheid hebben een groter aandeel plastische breuken, waardoor grotere openingen nodig zijn om een gladde dwarsdoorsnede te bereiken. Zacht aluminium vertoont grote plastische vervorming; overmatige openingen kunnen materiaalextrusie, schilfering en kruldefecten veroorzaken.
Standaard aanpassingsmethode voor de bladafstand van de snijlijn van stalen strips
Momenteel meest mainstreamsnijmachines voor stalen stripsop de markt vertrouwen op precisieshims om een nauwkeurige controle van de bladspleet te bereiken. Door vulstukken en bussen van verschillende diktes toe te voegen of te verwijderen, wordt de radiale opening tussen de bovenste en onderste messenas nauwkeurig gecontroleerd. Het volledige aanpassingsproces bestaat uit vier kernoperaties:
(1) De vulring afstemmen op de basisopening
Voordat u formeel gaat snijden, bevestigt u eerst het materiaal en de dikte van de rol, selecteert u de basisspleetwaarde volgens de parametertabel met openingen en selecteert u vervolgens precisieshims van de overeenkomstige dikte om aan beide zijden van de snijas en bladen van de snijlijn van stalen strips te monteren. De nauwkeurig afgestemde dikte van de vulplaat zorgt ervoor dat de bladen van de snijmachine voor stalen strippen gelijkmatig in elkaar grijpen, waardoor eenzijdige extrusie, afbrokkelen en opkrullen van de randen tijdens het knipproces worden voorkomen. Dit vermindert de slijtage van de messen aanzienlijk en verlengt de levensduur van de gehele set messen.
(2) Slijpen en corrigeren van de concentriciteit van het blad
Als de snijlijn van staalstrips langdurig onder hoge intensiteit wordt gebruikt en de messen aan één kant worden gestoten, raakt de concentriciteit van het mes uit balans. Zelfs als de vulspecificaties correct zijn, zal de bladafstand tijdens bedrijf fluctueren. Dit type storing kan niet met behulp van vulplaatjes worden verholpen. De gehele set messen moet worden gedemonteerd van de snijas van de stalen strip snijmachine, naar een professionele slijpmachine worden gestuurd voor opnieuw slijpen en uitwendig slijpen, waarbij de concentriciteit van het mes wordt gecorrigeerd, en vervolgens opnieuw worden geïnstalleerd op de snijlijn van stalen strip voordat de vulopening opnieuw wordt afgesteld.
(3) Corrigeren van ongebalanceerde snijschachten
De bovenste en onderste snijassen van de snijmachine voor stalen strips worden gedurende een lange periode blootgesteld aan schuifstoten, wat resulteert in lichte buigingen en ongelijkmatige oppervlakteslijtage. Tijdens het draaien van de as verschuift de bladspleet periodiek, wat resulteert in bramen aan de ene kant van de afgewerkte strip en een gladde snede aan de andere kant. Om dit aan te pakken moet de machine worden stopgezet, moet de messenas van de snijlijn worden gedemonteerd, moeten de versleten plekken op het aslichaam worden geslepen en gecorrigeerd, en moet de dynamische balans van de messenas worden gekalibreerd om spleetfluctuaties veroorzaakt door rotatie te elimineren.
(4) Stabiliserende schuifopening met bussen
Vulplaten en scheidingsbussen zijn belangrijke hulpcomponenten voor het aanpassen van de opening in de snijmachine voor stalen strips. Geïnstalleerd aan beide zijden van elke groep snijmessen, kunnen ze de messen nauwkeurig scheiden, de snijspleet van de enkele groep controleren en de horizontale parallelliteit van de bovenste en onderste messen behouden. De zeer sterke stalen pakkingen en bussen zorgen voor een hoge stijfheid en voorkomen dat de messen na montage schuren en botsen. Ze zorgen ook voor een uniforme afstand tussen de meerdere snijbladen op de gehele snijlijn van de snijlijn, waardoor een consistente snijnauwkeurigheid over meerdere strips wordt gehandhaafd.
Standaardinstellingsspecificaties voor bladafstandparameters van snijlijnen voor stalen strips
De kernreferentie voor het instellen van de bladafstand vansnijmachines voor stalen stripsis de dikte, hardheid en treksterkte van het verwerkte materiaal. De onderstaande tabel toont de standaardopening voor verschillende veelgebruikte metalen die compatibel zijn met snijlijnen voor stalen strips:
|
Dikte |
Roestvrij staal |
Aluminium |
Staal |
Koolstofstaal |
Silicium Steel |
| <0,1 mm |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Het aanpassen van de bladspleet op een snijmachine voor stalen strips is een kernproces voor het controleren van de kwaliteit van het voltooide snijproduct op rollen. Nauwkeurige afstemming van de spleetwaarde heeft rechtstreeks invloed op de productie-efficiëntie, gereedschapsslijtage en het kwalificatiepercentage van het eindproduct van de snijlijn voor stalen strips. Tijdens de dagelijkse werking van de snijmachine voor stalen strips moeten operators de spleetparameters onthouden die overeenkomen met het materiaal en de dikte, precisie-shims gebruiken voor een correcte afstelling en regelmatig de messen en de messenas inspecteren om productiefouten zoals bramen, chippen en maatafwijkingen te verminderen.
Voor meer informatie oversnijlijn voor stalen stripsinbedrijfstelling, gereedschapsselectie, tips voor spoelverwerking of voor het aanpassen van volautomatische snijmachines voor stalen strips die geschikt zijn voor roestvrij staal, koolstofstaal en aluminium, neem rechtstreeks contact op met KINGREAL STEEL SLITTER!