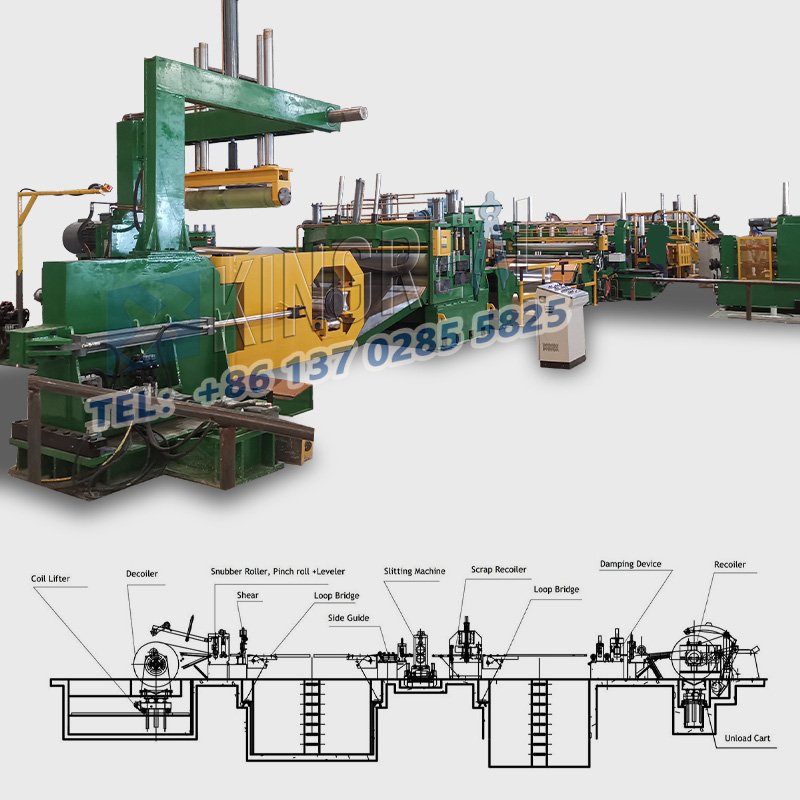
In de metaalspiraalverwerkende industriesnijmachines voor plaatwerkworden gebruikt voor het longitudinaal snijden van verschillende metalen spoelen en worden veel gebruikt bij de fijne verwerking van grondstoffen zoals staal, aluminium en koper. Hoogwaardige professionele snijlijnen voor plaatstaal in de industrie kunnen snelheden tot 230 m/min bereiken, waardoor de stabiliteit en precisie van de volledige hogesnelheidswerking van de plaatwerksnijmachine worden gewaarborgd, waardoor de productie-efficiëntie van de verwerking van metaalspoelen aanzienlijk wordt verbeterd en wordt voldaan aan de behoeften van grootschalige, uiterst nauwkeurige industriële productie.
Veel gebruikers concentreren zich bij de aanschaf en het gebruik ervan op de maximale bedrijfssnelheid van plaatsnijlijnen. De werkelijke werksnelheid van een plaatsnijmachine staat echter niet vast en wordt beperkt door meerdere factoren. Om de hogesnelheidsprestaties van 230 m/min van een snijlijn voor plaatstaal volledig te benutten, is het noodzakelijk om de verschillende kernfactoren die de bedrijfssnelheid beïnvloeden volledig te begrijpen.
1) Materiaaldikte
Hoe groter de dikte van het metalen materiaal, hoe groter de schuif- en drukkracht die nodig is voor het metaalplaatwerk snijmachine, wat resulteert in een hogere belasting van de apparatuur. Werken met hoge snelheden kan gemakkelijk leiden tot onvolledig snijden en verkeerde uitlijning van de platen. Daarom moet bij het verwerken van dikke metalen spoelen de werksnelheid van de snijmachine worden verlaagd om de snijkwaliteit te garanderen.
2) Materiële treksterkte
Hoogwaardige metalen materialen zoals roestvrij staal en hoogwaardig staal zijn hard en moeilijk te snijden, waardoor de snijbelasting op de snijlijnbladen van plaatstaal aanzienlijk toeneemt. Het forceren van een hoge snelheid zal de slijtage van de messen versnellen en braamdefecten veroorzaken. Daarom vermindert het verwerken van materialen met een hoge sterkte direct de maximale veilige bedrijfssnelheid van de plaatsnijmachine.
3) Oppervlaktewrijving
Variaties in de gladheid en textuur van metalen spoeloppervlakken veranderen direct de stripspanning en tractie tijdens het snijden. Overmatige wrijving kan het vastlopen van de strip veroorzaken, terwijl onvoldoende wrijving het slippen van de strip kan veroorzaken, wat beide de stabiliteit van de snijlijn voor plaatstaal bij hoge snelheden verstoort.
4) Materiaalkwaliteit
Als de metalen spoel een ongelijkmatige dikte heeft of oppervlaktedefecten zoals krassen, stoten of rimpels, zal er een ongelijkmatige kracht optreden tijdens het snijden op hoge snelheid door de snijlijn van plaatstaal. Om uitval te voorkomen en de snijgereedschappen te beschermen, zal de operator proactief de snelheid van de plaatsnijmachine verlagen, waardoor de productie-efficiëntie ernstig wordt beperkt.
1) Messcherpte
Een bot mes op desnijlijn voor plaatwerkverhoogt de snijwrijving aanzienlijk, waardoor tijdens het gebruik een grote hoeveelheid warmte ontstaat. Dit veroorzaakt niet alleen bramen en vervormingen aan de randen van plaatmetaal, maar verhoogt ook de bedrijfsbelasting van de apparatuur, waardoor de snelheid van de plaatsnijmachine met kracht wordt beperkt. Alleen door een scherp en intact mes te behouden, kan de snijmachine continu op hoge snelheid werken.
2) Motorvermogen
Het motorvermogen beïnvloedt het vermogen van de snijlijn voor plaatstaal. Het vermogen van de op- en afrolmotoren bepaalt direct de maximale trekkracht van het materieel. Onvoldoende vermogen kan de spanningscontrole van de strip bij hoge snelheden niet ondersteunen, waardoor de werksnelheid van de plaatwerksnijmachine direct wordt beperkt.
1) Spanningscontrole
Snijmachines voor plaatwerkuitgerust met nauwkeurige automatische spanningscontrolesystemen kan de stripspanning in realtime dynamisch worden aangepast, waardoor problemen zoals slappe strip, trekken en verkeerde uitlijning veroorzaakt door spanningsschommelingen worden geëlimineerd, waardoor de snijlijn voor plaatstaal een stabiele, hoge snelheidsstatus behoudt.
2) Nauwkeurigheid van kernuitlijning
Een slechte kernuitlijning in de snijmachine voor plaatstaal zal een ongelijkmatige wikkeling en een inconsistente spanning van het rolmateriaal veroorzaken. Tijdens bedrijf op hoge snelheid kan dit gemakkelijk leiden tot een verkeerde uitlijning van de rol en het instorten van de rol, waardoor de apparatuur gedwongen wordt te vertragen of zelfs te stoppen.
De grootste factor die de algehele productie-efficiëntie vansnijmachines voor plaatwerkis geen snijsnelheid, maar niet-productietijd. Traditionele snijlijnen voor plaatstaal zijn tijdrovend en gevoelig voor stilstand bij het laden, wisselen van messen en lossen, waardoor de totale capaciteit aanzienlijk wordt verminderd. Om dit pijnpunt in de sector aan te pakken, heeft KINGREAL STEEL SLITTER specifiek het structurele ontwerp van de plaatmetaalsnijmachine geoptimaliseerd, waardoor de niet-productietijd aanzienlijk wordt verkort.
1) Laadproces
KINGREAL STEEL SLITTER kan plaatmetaalsnijlijnen uitrusten met meerdere opslagplatforms. Nadat de plaatstaalsnijmachine klaar is met het verwerken van de huidige rol materiaal, kan het opslagplatform snel nieuwe rollen naar de werktafel transporteren, waardoor langdurige stilstand van de machine tijdens het wachten op laden wordt geëlimineerd. Tegelijkertijd kunnen operators nieuwe rollen naar een leeg opslagplatform hijsen voor later gebruik. Het hele proces verloopt naadloos, waardoor de laad- en wachttijden van de plaatsnijlijn aanzienlijk worden verkort.
2) Het wisselen van het mes
De plaatwerksnijmachine heeft een dubbele snijkopstructuur. Terwijl de ene snijkop op hoge snelheid werkt, kunnen operators de messen op de andere snijkop offline verwisselen, aanpassen en kalibreren.
3) Lossen
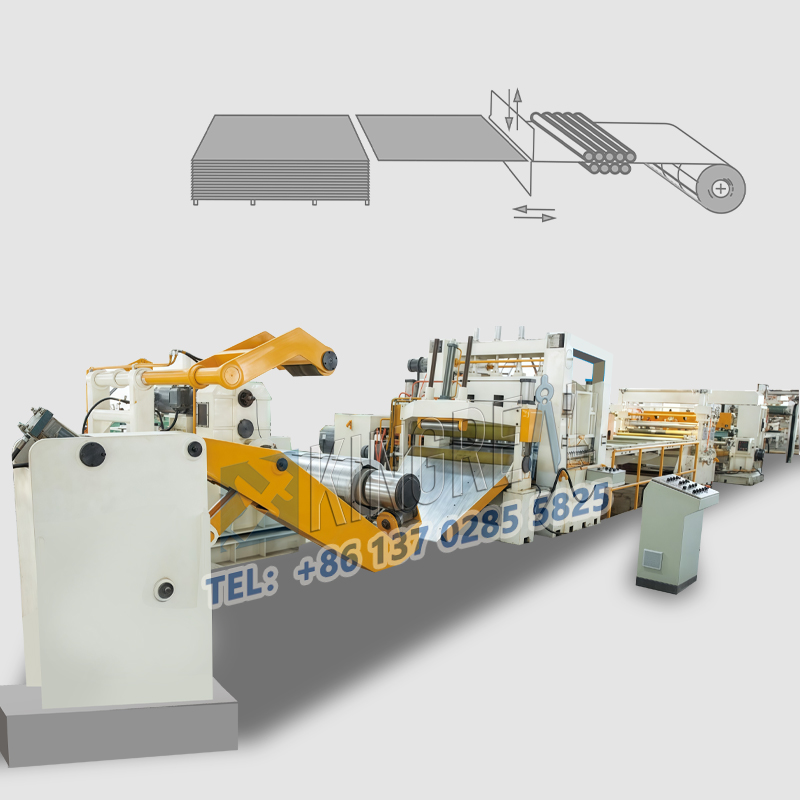
De KINGREAL STEEL SLITTER-snijlijn voor plaatstaal is uitgerust met een piano-achtige trolley en een kruisvormige tourniquet-opslagarm. Nadat de plaatmetaalsnijmachine klaar is met het snijden van de rol materiaal, transporteert de piano-achtige trolley de afgewerkte plaat snel naar de kruisvormige tourniquet-spoelopslagarm voor offline verpakking en opslag. De trolley wordt vervolgens snel gereset, klaar om de plaatsnijlijn te assisteren in de volgende productieronde. Het hele proces vereist geen stilstand van de machine tijdens het wachten op het lossen.
Als krachtige verwerkingsapparatuur is de KINGREAL STEEL SLITTERplaatwerk snijmachinebeschikt over een maximale stabiele werksnelheid van 230 m/min. Het is zeer aanpasbaar en kan op efficiënte wijze verschillende metalen rollen snijden, waaronder roestvrij staal, gegalvaniseerde platen, koudgewalste koperstrips en aluminiumstrips. Operators kunnen de combinatie van de hoofdbladen en afstandhouders van de plaatwerksnijlijn flexibel aanpassen aan de productiebehoeften, waarbij afgewerkte rollen van verschillende breedtes worden verwerkt. Een nauwkeurig spanproces zorgt vervolgens voor een perfecte terugwikkeling van het plaatmetaal.
Terwijl een ultrahoge productiesnelheid van 230 m/min wordt bereikt, handhaaft de KINGREAL STEEL SLITTER plaatwerksnijmachine uiterst nauwkeurige snijnormen, waarbij de productie-efficiëntie en de kwaliteit van het eindproduct in evenwicht worden gebracht, en zich perfect aanpassen aan verschillende zeer nauwkeurige, hoogvolume verwerkingsscenario's voor metaalrollen.
Voor aangepaste behoeften met betrekking tot hoge snelheid en hoge precisie snijlijn voor plaatstaal, neem dan rechtstreeks contact op met KINGREAL STEEL SLITTER!